
How Much Produce Shrink Can Better Pre-Cooling Prevent in Export Projects?
Produce shrink in export projects is not simply a freshness problem. It is a commercial problem that compounds across every weak point in the first-mile handling chain. Field heat removed too slowly, product waiting too long before cooling, inconsistent handling during peak dispatch hours—each of these contributes to loss that begins before any truck leaves the site. The real question for export buyers is not whether vacuum cooling is fast in theory. It is whether better pre-cooling addresses the specific loss mechanisms already present in their operation.
This article works through that question in practical terms: where shrink actually starts in export operations, what pre-cooling can and cannot realistically control, and how to evaluate a cooling investment against real shipment value rather than generic freshness claims.
Why Produce Shrink Is a First-Mile Commercial Issue in Export Operations
In local distribution, some product loss can be absorbed—through faster turnover, shorter routes, or more flexible buyer expectations. In export projects, that margin does not exist. Once product enters a longer shipment chain, early handling weaknesses carry forward and compound in ways that are difficult to correct downstream.
Shrink in export operations should be understood as a first-mile commercial risk. If product enters transport already weakened by delayed heat removal or unstable staging, it arrives with shorter effective shelf life, higher rejection exposure, and lower market value—regardless of how well the shipment itself is managed. From our factory-side experience, this is where many export operations underestimate the issue. They focus heavily on transport conditions and cold-chain compliance while the actual loss process has already started in the packing house.
The UC Davis Postharvest Technology Center reinforces this consistently: early temperature control and handling discipline set the trajectory for the entire cold chain. Decisions made in the first few hours after harvest have a disproportionate effect on what arrives at destination. For export buyers evaluating cooling options, shrink should not be treated as an abstract postharvest problem. It should be mapped as a workflow risk with identifiable causes—some of which are directly preventable.
Where Export Produce Shrink Actually Starts
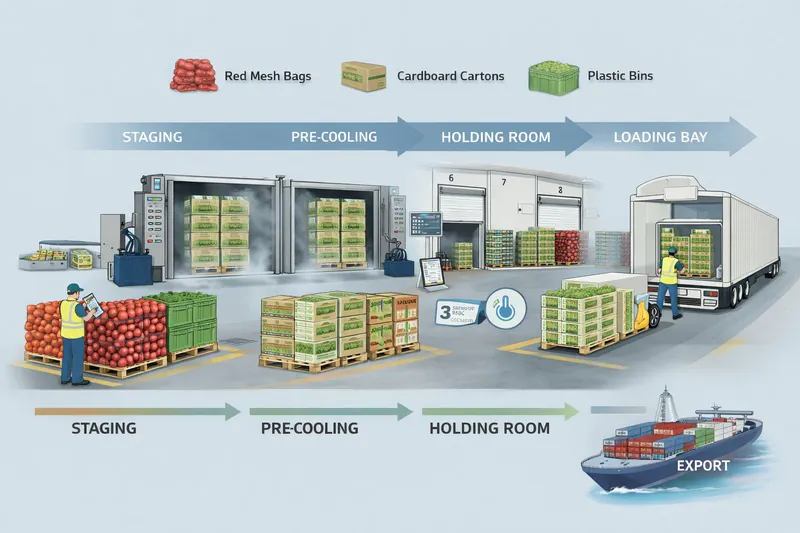
The most common misconception in export planning is that shrink starts in transit. In most operations we have seen, the loss process begins much earlier—between harvest, packing, staging, cooling, and handoff to cold storage or dispatch preparation. This early window is where the most preventable loss occurs, and it is also where buyers have the most leverage to intervene.

Fresh vegetables are especially sensitive during this window. Product temperature, waiting time, and handling consistency all affect how quickly quality begins to decline. In practice, the most common early-stage risk points include:
- delay between harvest and the start of the cooling process
- excessive staging time before loading into the cooler
- pallet congestion during peak handling hours
- poor coordination between packing output and available cooling capacity
- weak handoff from cooling to cold storage or dispatch preparation
- packaging or pallet configurations that limit cooling consistency
Shrink in export operations usually has a workflow pattern. If that pattern is not identified, it is difficult to decide whether the right fix is more cooling capacity, better process discipline, packaging adjustment, or improved transfer coordination. Identifying the pattern is the essential starting point—and it is more useful than jumping straight to a quotation comparison.
What Better Pre-Cooling Can Realistically Help Prevent
Better pre-cooling is most effective when shrink is linked to delayed heat removal, unstable early handling, or inconsistent product temperature before shipment. In those situations, faster and more consistent cooling helps product enter the export chain in a more stable condition—less exposed to the compounding effects of field heat, staging delay, and uneven handling rhythm.

From a practical standpoint, better pre-cooling may reduce shrink by supporting:
- faster removal of field heat after harvest
- more stable product condition before storage or loading
- better cycle consistency during peak handling periods
- improved shelf-life performance across longer shipment routes
- lower exposure to early-stage deterioration before dispatch
The key word is may. The impact is always conditional. Crop type, packaging format, staging discipline, handling rhythm, and the actual bottleneck in the current operation all determine whether improved pre-cooling creates measurable commercial value. A vacuum cooling system earns its value not by existing in a quotation—but by reducing a real loss mechanism inside the actual export workflow. Where shrink is clearly temperature- and delay-driven, better pre-cooling is a genuine lever. Where the main losses come from elsewhere, it will only solve part of the problem.
How to Separate Cooling-Related Shrink from Workflow-Related Shrink
Before estimating how much shrink better pre-cooling may prevent, it is worth separating the loss into categories. This prevents buyers from over-crediting the cooling stage for problems it cannot solve—and from underestimating the value it can deliver where it genuinely fits.
| Shrink source | Typical export-stage symptom | Can better pre-cooling help? | Practical comment |
|---|---|---|---|
| Field heat removed too slowly | Product enters storage or loading still too warm | Yes, often directly | Strong fit when early cooling delay is the main weakness |
| Long waiting time before cooling | Pallets queue during harvest or packing peaks | Yes, but only if process flow also improves | Capacity and workflow must be reviewed together |
| Uneven packaging or pallet density | Some product cools less consistently than the rest | Partly | Packaging discipline affects cooling result directly |
| Mechanical damage before cooling | Product already weakened before entering the system | Limited | Cooling cannot reverse physical damage |
| Slow transfer after cooling | Product loses temperature advantage after pull-down | Partly | Post-cooling handoff discipline is just as critical |
| Weak cold storage or dispatch control | Product leaves cooling correctly but deteriorates later | Limited | Main problem is downstream—not the cooling stage itself |
In our experience, the most expensive mistake at this stage is not choosing an underperforming machine. It is expecting the cooling stage to correct losses that actually begin elsewhere in the operation. That expectation leads to poor investment decisions and post-installation frustration that could have been avoided with a clearer upfront review.
What Pre-Cooling Cannot Fix by Itself
Better pre-cooling can reduce certain avoidable losses. It cannot correct problems that originate outside the cooling stage. If incoming product is already physically damaged, harvested too late, or packed in a way that works against cooling efficiency, the system will not fully reverse those problems.

Similarly, if product is cooled properly but left waiting too long before cold-room transfer or dispatch, much of the benefit can be lost before the truck departs. Common contributors to shrink that the cooling stage cannot fully control include:
- poor product condition at harvest
- excessive handling damage during packing or staging
- packaging formats that limit cooling consistency
- slow movement after cooling—especially during dispatch peaks
- inconsistent cold storage discipline once pre-cooling is complete
Both the FAO’s postharvest resources and UNIDO’s agro-processing guidance reinforce the same point: postharvest loss is almost always a system issue. No single piece of equipment resolves it. The right framing for pre-cooling is not “cure-all” but “control point.” When matched to the right process, it reduces avoidable loss meaningfully. When the surrounding workflow is weak, even a well-specified machine may not deliver the commercial result the buyer expected.
How to Evaluate Shrink Risk Before Choosing a Cooling Solution
Before comparing cooling suppliers, an export packing house should first map where shrink risk is actually coming from. This is a planning step, not yet a procurement decision. The goal is to understand the operation clearly enough to evaluate what a cooling system can realistically change.

Useful evaluation questions at this stage include:
- What crop is being handled, and does the packaging format support efficient vacuum cooling?
- How long does product wait before entering the cooling process, especially during peak harvest hours?
- Does product arrive in steady flow or in compressed bursts that overload the current cooling capacity?
- Is shrink mainly happening before cooling, or after it?
- Is the handoff from cooling to cold storage or dispatch fast enough to preserve the benefit?
Two export operations can both describe themselves as handling “fresh vegetables for export” while their shrink exposure and cooling requirements are completely different. One site may have stable pallet flow and short harvest-to-cooling intervals. Another may have compressed dispatch windows, mixed loads, and long waiting periods during peak hours. The same cooling specification will not carry the same value in both situations. Commodity-specific guidance such as UC Davis Produce Facts can help teams think more clearly about crop sensitivity and early handling risk before they start comparing equipment.
Why the Cheapest Cooling Decision Can Create the Highest Shrink Cost
Once shrink risk is properly mapped, buyers can evaluate quotations more intelligently. This is where many projects go wrong. Buyers compare cooling options by machine price, while the real business risk sits in the hidden cost of preventable export loss—a cost that does not appear in the quotation but shows up later in shrink rates, rejected shipments, and buyer complaints.

A lower-priced system may still produce the highest total project cost if it does not match the actual handling rhythm, peak-hour pressure, or packaging reality of the operation. A cheaper solution can become expensive if it:
- removes heat too slowly for the actual dispatch window
- cannot match the true peak-load pattern
- creates cycle congestion during the busiest hours
- reduces process discipline when export pressure is highest
- leaves gaps between cooling performance and the real shipment timeline
Machine cost and shrink cost are not separate topics. If the wrong cooling decision contributes to unstable export quality or preventable loss, the apparent price saving may be smaller than it first appears—or it may be negative altogether.
A Practical Evaluation Checklist Before Comparing Suppliers
Buyers who work through the following checklist before comparing models and suppliers tend to make better decisions. It keeps the conversation focused on real loss mechanisms rather than drifting into generic equipment claims.

- Crop and packaging: What is being cooled, and does the packaging format support efficient vacuum cooling?
- Harvest-to-cooling delay: How long does product typically wait before entering the cooling process?
- Peak-hour pressure: What happens during the hardest loading period—not just on average days?
- Staging discipline: Is the staging area organized for consistent pallet flow into and out of cooling?
- Post-cooling transfer: How quickly does cooled product move to cold storage or dispatch preparation?
- Shrink location: Where in the current workflow is loss most visible—before cooling, during staging, or after it?
- Shipment expectations: What arrival condition does the export buyer expect, and does the current process reliably meet it?
Conclusion
In export projects, produce shrink is a commercial issue—not just a freshness problem. Better pre-cooling reduces avoidable loss when it is matched to the actual crop, packaging, handling rhythm, and peak-pressure pattern of a specific operation. Start by mapping where shrink is currently happening in your workflow, then compare cooling solutions against those real loss points—not just against machine price.
Useful References
- FAO – Postharvest food loss and handling resources
- UC Davis Postharvest Technology Center
- UC Davis Produce Facts – commodity-specific handling guidance
- ASHRAE Handbook – refrigeration and cold-chain system reference
- USDA Agricultural Research Service
- UNIDO – agro-processing and postharvest resources
Mila
You May Also Like

Buying a Vacuum Cooler for Fresh Produce Export? Avoid These Costly Procurement Mistakes
Buying a vacuum cooler for fresh produce export is not simply a machine purchase. It is a project decision that
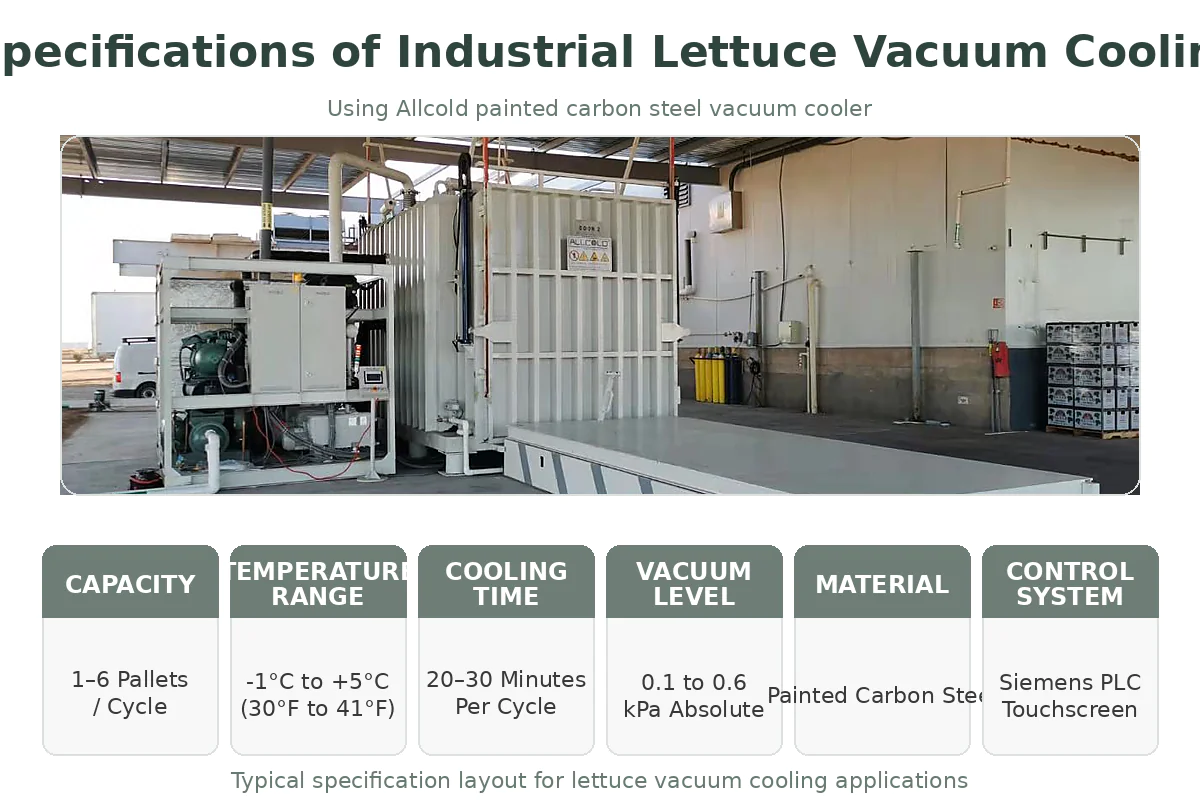
Technical Specifications of Industrial Lettuce Vacuum Cooling Systems?
Buyers often look at a quote and only see the price. They ignore the technical specifications. This is a mistake.
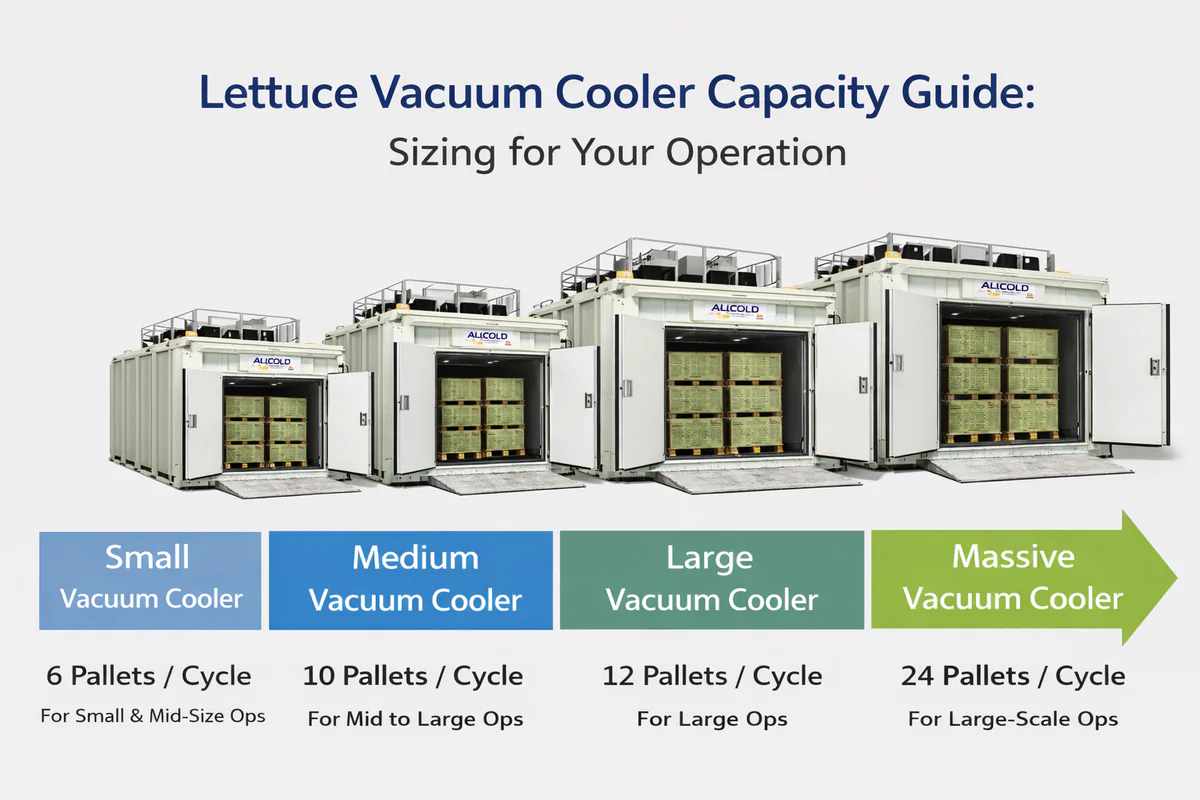
Lettuce Vacuum Cooler Capacity Guide: Sizing for Your Operation?
Investing in a vacuum cooler is a significant decision, but choosing the wrong size can be an even more expensive

Field-to-Fork: Lettuce Vacuum Cooling in the Cold Chain Process?
We often talk about "freshness" as if it were magic, but in the lettuce business, freshness is purely a matter
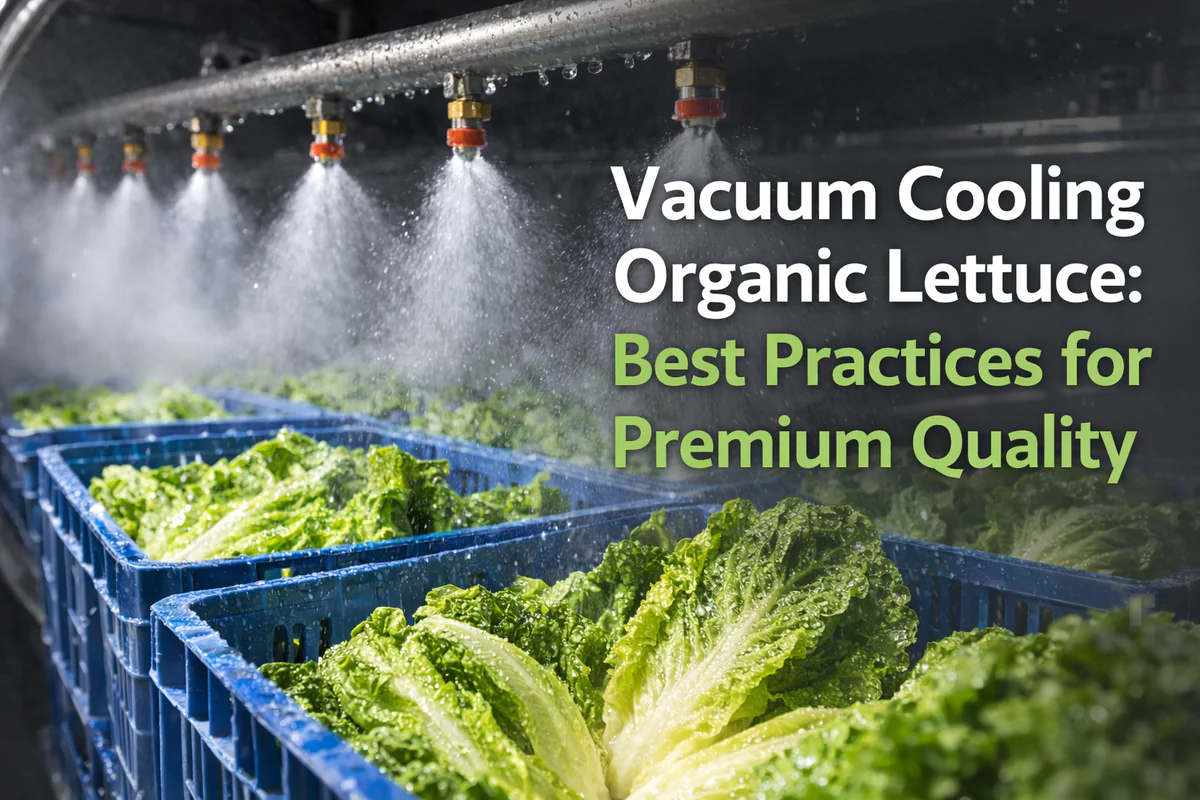
Vacuum Cooling Organic Lettuce: Best Practices for Premium Quality?
Organic lettuce is a promise to the consumer: no chemicals, no shortcuts, just nature. But without the safety net of

Pre-Cooling Lettuce: Why Vacuum Cooling is the Industry Standard?
In the fresh produce industry, the clock starts ticking the moment a knife cuts a stem. For lettuce, heat is
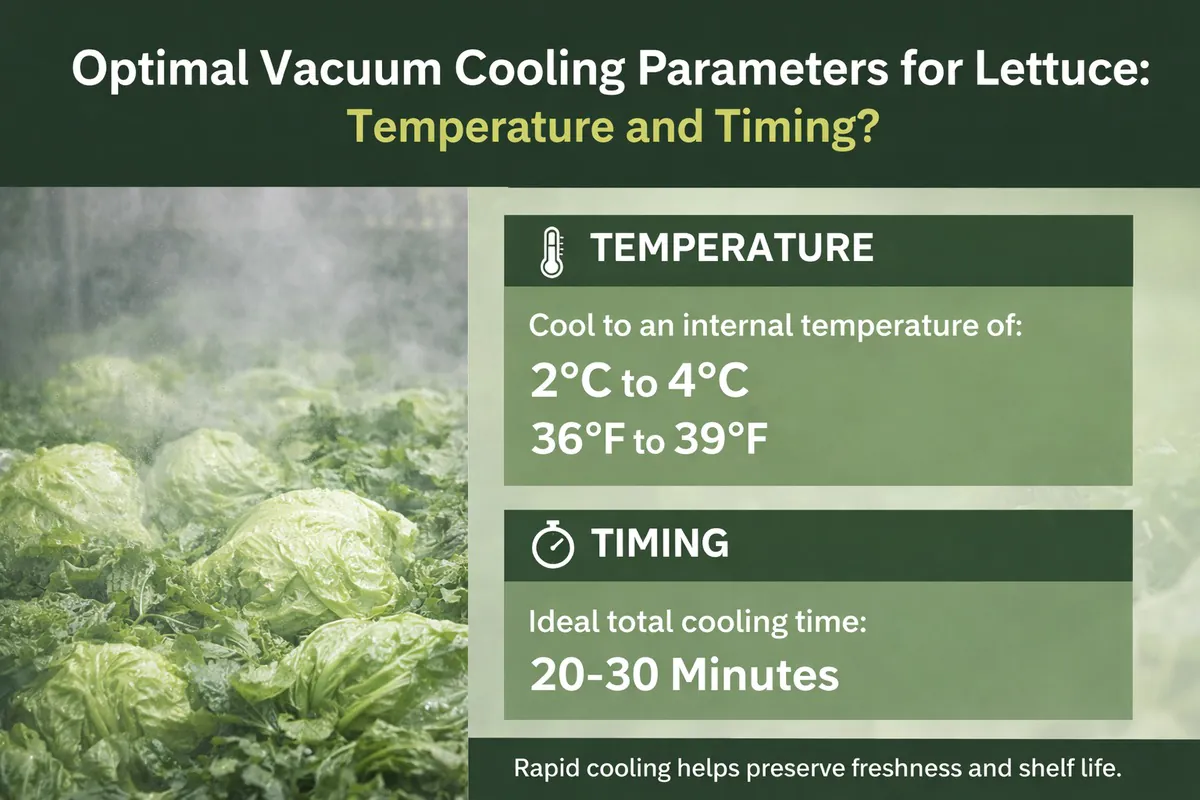
Optimal Vacuum Cooling Parameters for Lettuce: Temperature and Timing?
In the world of post-harvest preservation, precision is the difference between a crisp, profitable shipment and a slimy, rejected claim.
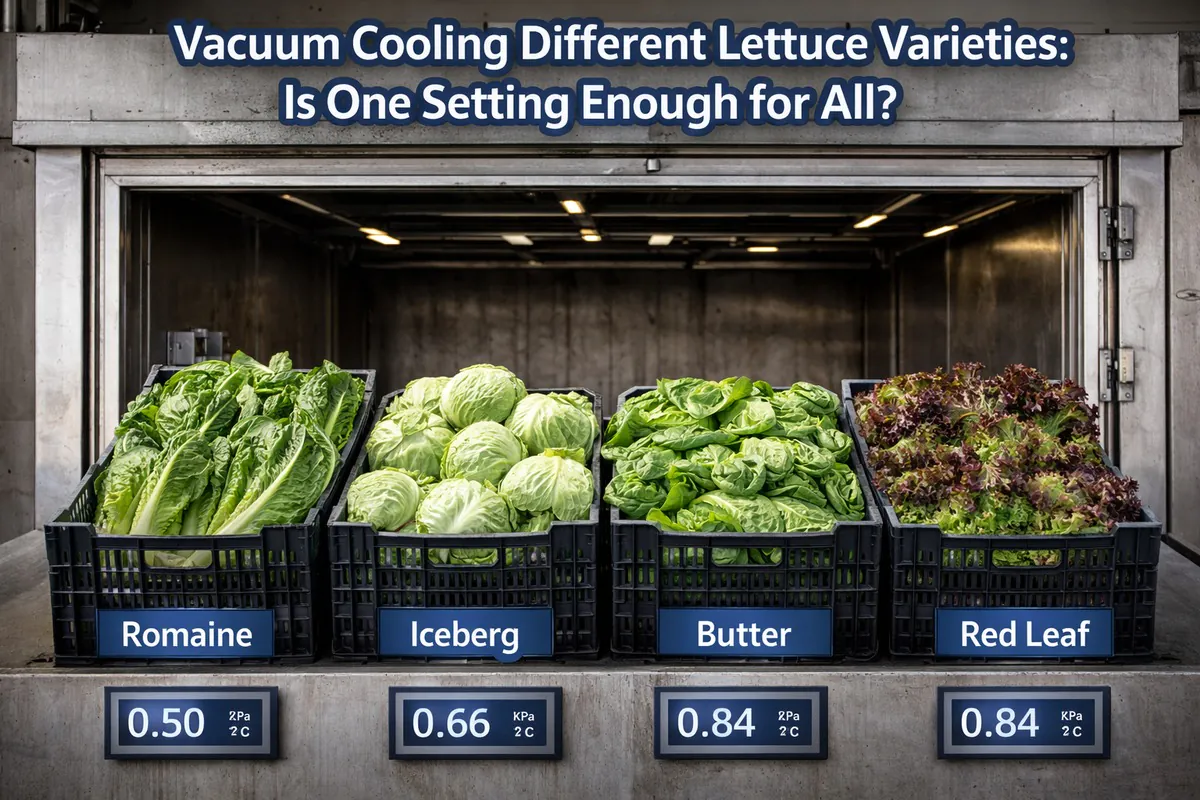
Vacuum Cooling Different Lettuce Varieties: Is One Setting Enough for All?
Not all lettuce is created equal. A dense head of Iceberg is a fortress of water, while delicate Baby Spinach
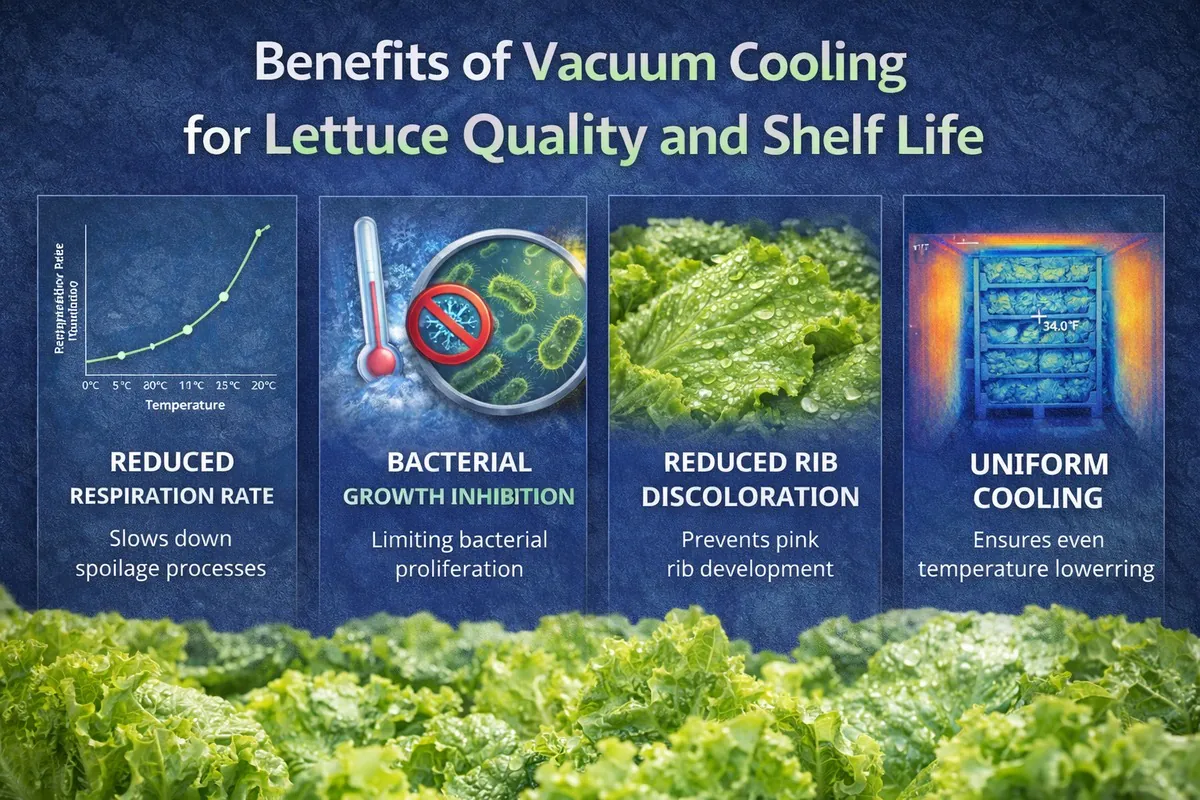
Benefits of Vacuum Cooling for Lettuce Quality and Shelf Life?
Lettuce is 95% water, wrapped in cdsfvxgba fragile green skin. Once harvested, it is fighting a losing battle against heat
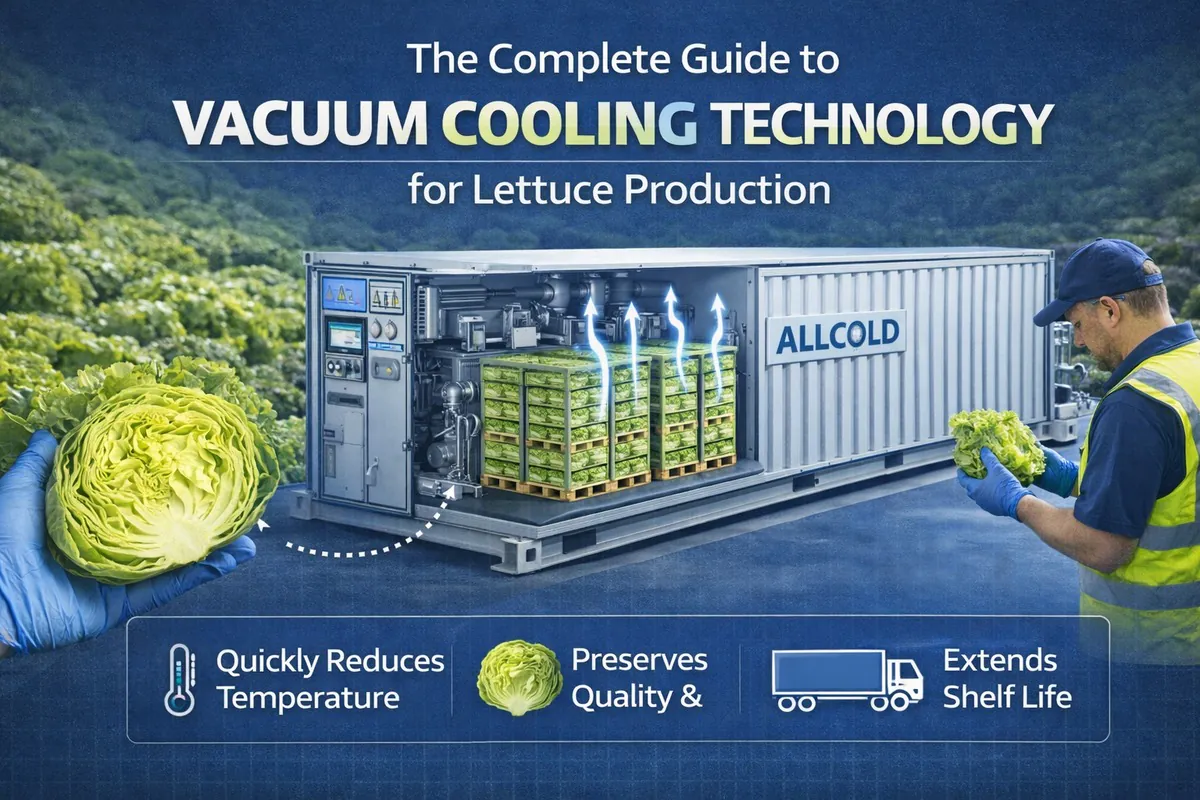
The Complete Guide to Vacuum Cooling Technology for Lettuce Production?
Lettuce is a race against nature. From the moment the stem is cut in the field, respiration heat begins to