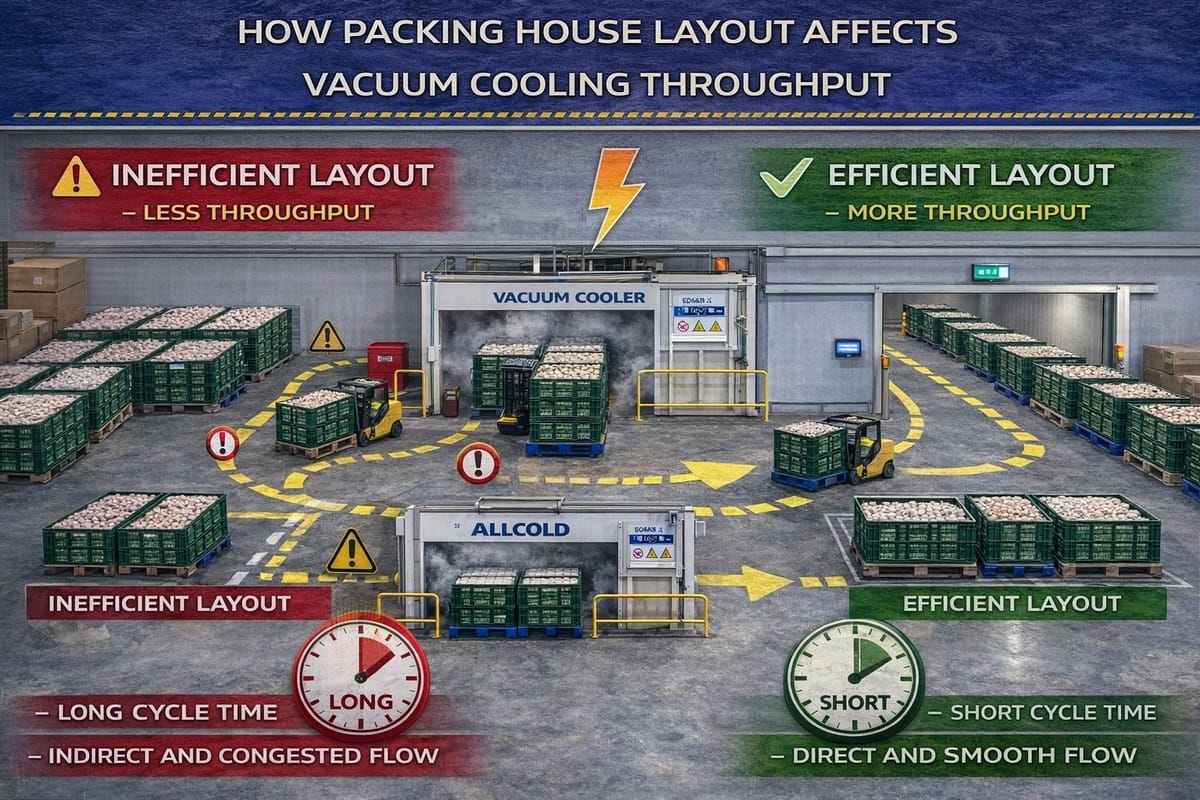
How Packing House Layout Affects Vacuum Cooling Throughput
Many buyers think vacuum cooling throughput is decided mainly by chamber size and cycle time. From our factory-side perspective, that is only half the story.
In real packing house projects, throughput is often lost outside the machine, not inside it. A buyer may have enough chamber volume, enough pump performance, and a technically correct cooling cycle, but still fail to hit the expected hourly output because the surrounding layout slows staging, loading, unloading, and cold-room transfer.
That is why the right question is not only how many pallets fit into the vacuum cooler. The better question is whether the packing house layout allows those pallets to move in and out fast enough, cleanly enough, and consistently enough during the busiest operating window.
In our experience, that distinction is where many project expectations break. A machine that looks powerful in the quotation can still become a bottleneck if the layout around it was designed as leftover space instead of process space.
Throughput Problems Usually Start Around the Machine, Not Inside It

Image brief: Busy produce packing house with pallets, forklift traffic, and staging congestion around a vacuum cooler, showing a layout-caused bottleneck.
One of the clearest lessons we see in packing house projects is this: throughput problems usually start around the vacuum cooler, not inside it.
A buyer may say:
- the machine cycle time is acceptable
- the chamber fits the required pallet count
- the utility conditions are correct
- the cold room is already installed
But those points still miss the real workflow question: how long do pallets wait before loading, how fast can they be moved after discharge, and how often does traffic around the machine interrupt the next cycle?
That is why we usually tell buyers not to treat throughput as a machine-only specification. In a packing house, throughput is a workflow result.
When layout is weak, the same problems appear again and again:
- loaded pallets queue in the wrong place
- forklifts cross each other and lose time
- cooled pallets wait too long before transfer
- the loading face becomes crowded during peak hours
- the operator cannot prepare the next batch while the current one is finishing
- the machine sits idle between cycles even though product demand is high
From our side, idle time between cycles is one of the most expensive hidden losses in a packing house cooling project. It usually looks small in the moment, but it compounds through the shift.
Layout Can Reduce Real Throughput Even When Rated Capacity Looks Fine

Image brief: Visual comparison between theoretical vacuum cooler capacity and real pallet-handling conditions inside a produce packing house.
This is where many buyers get trapped by clean-looking numbers.
A vacuum cooler quotation may describe a chamber size, a pallet count, and a cycle time that look commercially acceptable. On paper, that may suggest the project can handle the required hourly output.
But in practice, rated capacity and real throughput are not the same thing.
Real throughput is shaped by:
- distance from pre-cooling staging to the machine
- turning space for forklifts or pallet jacks
- loading-side and unloading-side clearance
- whether pallets queue in a straight path or a blocked path
- how far the cooled load must travel to cold storage
- whether the operator can prepare the next batch while the current one is still running
We usually explain it this way:
| Throughput factor | What quotations often show | What operations actually feel |
|---|---|---|
| Chamber size | Number of pallets that fit | Number of pallets that can be processed without interruption |
| Cycle time | Best-case cooling duration | Cooling time plus handling loss before and after each cycle |
| Capacity basis | Theoretical hourly output | Usable hourly output during peak harvest pressure |
| Machine efficiency | Technical performance | Technical performance plus layout efficiency |
If buyers compare machines without comparing layout conditions, they are only comparing half the project.
That is why project teams reviewing early equipment options should also look at what to check before installing a vacuum cooler, because installation problems and throughput problems usually come from the same missing question: how will the site actually run when the pressure is real?
Staging Area Design Often Decides Whether the Cooler Runs Smoothly or Waits

In many packing houses, the staging area looks secondary. In reality, it often decides whether the cooler can run continuously.
A weak staging layout creates a familiar pattern:
- incoming product arrives unevenly
- the next batch is not ready when the machine finishes
- forklifts search for space instead of following a clear route
- cold product and warm product share the same movement path
- operators spend more time recovering order than maintaining rhythm
From our perspective, the staging area is not only a waiting space. It is part of the machine’s usable capacity.
A stronger staging area should help the operation:
- prepare the next batch before the chamber is free
- separate incoming and outgoing pallet flow
- reduce unnecessary forklift turning
- avoid blocking access to the loading face
- maintain clearer product discipline during peak periods
This is one of the reasons we are cautious when buyers compare offers only by chamber size or machine price. A broader vacuum cooler buyer’s guide can help, but layout discipline matters just as much as machine features when the project goal is real throughput, not brochure throughput.
Forklift Flow Is a Throughput Variable, Not Just a Warehouse Detail

Many layouts fail because forklift flow was treated as a logistics detail instead of a cooling variable.
We do not see it that way.
In a real packing house, forklift flow affects:
- how quickly batches can be loaded
- whether the next batch can be prepared in parallel
- whether cooled pallets can exit without blocking warm pallets
- how often traffic conflicts stop movement near the machine
- whether operators can maintain cycle discipline during the busiest hour
In our experience, buyers often underestimate how much turning radius, crossing traffic, and narrow access lanes reduce usable throughput. The vacuum cooler may finish its cycle on time, but the layout may still delay the next batch by several minutes every time.
That is why the better design question is not “Can a forklift pass here?” It is “Can this route support repeated, uninterrupted pallet movement during peak operating pressure?”
A route that works once is not enough. It has to work repeatedly, safely, and without forcing the cooler to wait.
Cold Room Distance and Exit Direction Affect More Than People Expect

Some buyers focus heavily on the loading side of the vacuum cooler and spend too little time on what happens after discharge.
That is a mistake because the exit path affects both throughput and product protection.
If cooled pallets must:
- wait too long before transfer
- travel too far through the packing house
- cross busy warm-product routes
- turn awkwardly before entering cold storage
- stop because the cold room entry is blocked
then part of the throughput value is already being lost.
From our side, discharge direction and cold-room connection should be treated as design priorities, not final adjustments. A technically correct vacuum cooling cycle does not fully protect the product if the cooled load then sits in a weak handoff zone.
This is also where buyers should think beyond purchase price. Our article on how much a vegetable vacuum cooler really costs was written from a produce procurement angle, but the core lesson still applies here: hidden project cost often comes from poor total workflow fit, not only from the equipment invoice.
Peak-Hour Throughput Depends on Layout Discipline More Than Average-Day Comfort

Average-day performance is one of the weakest ways to judge a packing house layout.
A layout may feel acceptable on a normal day and still collapse under peak pressure. That is why we prefer buyers to evaluate the cooler area under the hardest operating window, not the most comfortable one.
The real questions are:
- what happens during the busiest shipping hour
- where pallets queue when harvest volume spikes
- whether the next batch can still be prepared on time
- whether outgoing product blocks incoming product
- whether the operator loses visibility and control when multiple batches arrive together
We have seen packing houses where the machine itself was not the bottleneck at all. The layout became the bottleneck because staging, turning, and discharge space were not designed for compressed operating pressure.
That is why we usually frame throughput planning like this:
| Planning basis | Weak approach | Better approach |
|---|---|---|
| Site review | Normal operating day | Peak-hour or peak-season pressure |
| Capacity logic | Average pallets per hour | Real pallet flow during the hardest window |
| Layout question | Is there enough space? | Is there enough space for repeatable movement under stress? |
| Project confidence | Looks workable | Proven workable under pressure |
If buyers remember one point from this article, it should be this: packing house layout should be judged by how it behaves during the hardest hour, not by how comfortable it feels on a normal shift.
A Good Layout Supports Hygiene, Temperature Control, and Energy Discipline Together

Throughput is important, but it is not the only goal.
A better packing house layout should support:
- cleaner separation between warm and cooled product
- shorter transfer time after cooling
- fewer unnecessary door openings
- less congestion around the machine
- better operator visibility and control
- fewer interruptions that waste energy and time
From our perspective, layout quality often improves several outcomes at once. When the route is shorter and cleaner, throughput usually improves. When movement is more disciplined, hygiene and product protection often improve too. When the cooling area runs with less interruption, energy use often becomes more stable as well.
That is why layout is not only an engineering drawing issue. It is a commercial operating issue.
If a buyer wants to think beyond layout and into long-term operating efficiency, our article on how to reduce the energy costs of your vacuum cooler is also useful, because energy discipline usually improves when the site stops forcing unnecessary delays and handling losses around the machine.
What Buyers Should Confirm Before Freezing the Layout

Before the layout is finalized, we recommend confirming a practical checklist.
Packing House Layout Checklist for Vacuum Cooling Throughput
- staging space is large enough for the next batch to be prepared early
- loading and unloading routes do not block each other
- forklift turning space is realistic under peak load
- cooled pallets can move quickly into cold storage
- warm and cooled product paths are clearly separated
- discharge direction is matched to the cold-room route
- operator visibility around the machine is adequate
- queueing under peak-hour pressure has been reviewed
- utility and service access do not interfere with traffic flow
- the layout is tested against the hardest operating window, not only normal conditions
If these points are still vague, the expected throughput is probably vague too.
FAQ
Does packing house layout really affect vacuum cooling throughput that much?
Yes. In many projects, the layout affects usable throughput almost as much as chamber size and cycle time, because loading delays, traffic conflicts, and poor discharge flow can waste capacity every cycle.
What is the biggest layout mistake around a vacuum cooler?
From our perspective, the most common mistake is leaving too little process space around the machine. The cooler may fit physically, but the layout does not support repeatable staging, loading, unloading, and transfer under peak pressure.
Should the vacuum cooler be close to the cold room?
In most cases, yes. A shorter and cleaner exit path usually protects both throughput and product condition. The exact arrangement depends on the site, but long and congested discharge routes usually create unnecessary loss.
Why is average daily output not enough for layout planning?
Because layout problems usually appear during the busiest hour, not the average one. A site may feel acceptable on a normal day and still fail when several batches arrive together and pallet movement becomes compressed.
Final Thoughts
If I had to reduce this article to one message, it would be this:
Vacuum cooling throughput is not only a machine question. In a packing house, it is also a layout question.
We have seen buyers focus too much on chamber size and not enough on staging logic, forklift flow, cold-room connection, and peak-hour routing. That is usually where real throughput is either protected or quietly lost.
From our factory-side perspective, the best projects are not always the ones with the biggest machine. They are the ones where the machine and the packing house layout are designed to support each other under real operating pressure.
If you send us your pallet size, batch rhythm, packing house sketch, cold-room position, and peak-hour handling target, we can help you review the main layout risks before you finalize the project.
Footnotes
Looking for the right vacuum cooler for your operation?
Allcold engineers work with packhouses and exporters to spec the right system for your product, volume, and site conditions.
Mila
You May Also Like

Why Mushroom Exporters Lose the Most Shelf Life in the First Hour After Harvest
The complaint usually sounds the same: the mushrooms looked fine at packing, temperature was controlled during transport, and the cold
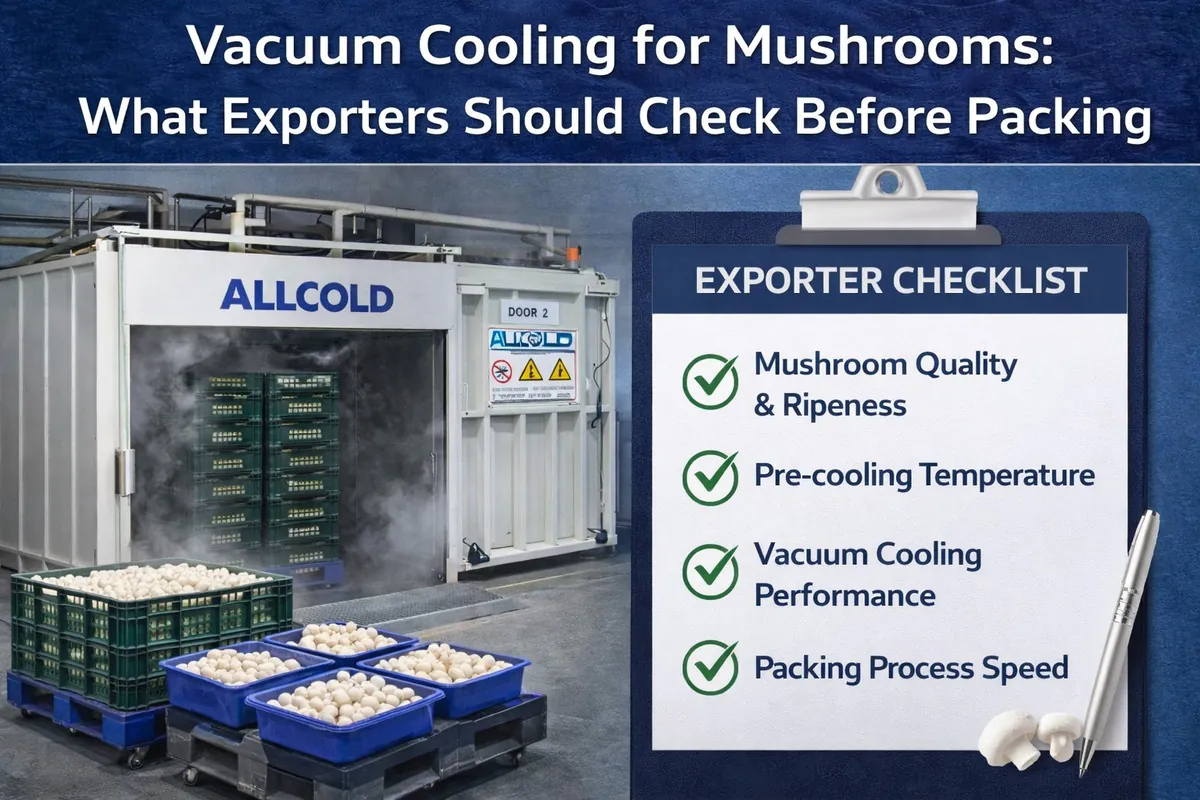
Vacuum Cooling for Mushrooms: What Exporters Should Check Before Packing
Learn what mushroom exporters should check before packing, including timing, cooling workflow, packaging format, condensation risk, and peak-hour handling pressure.