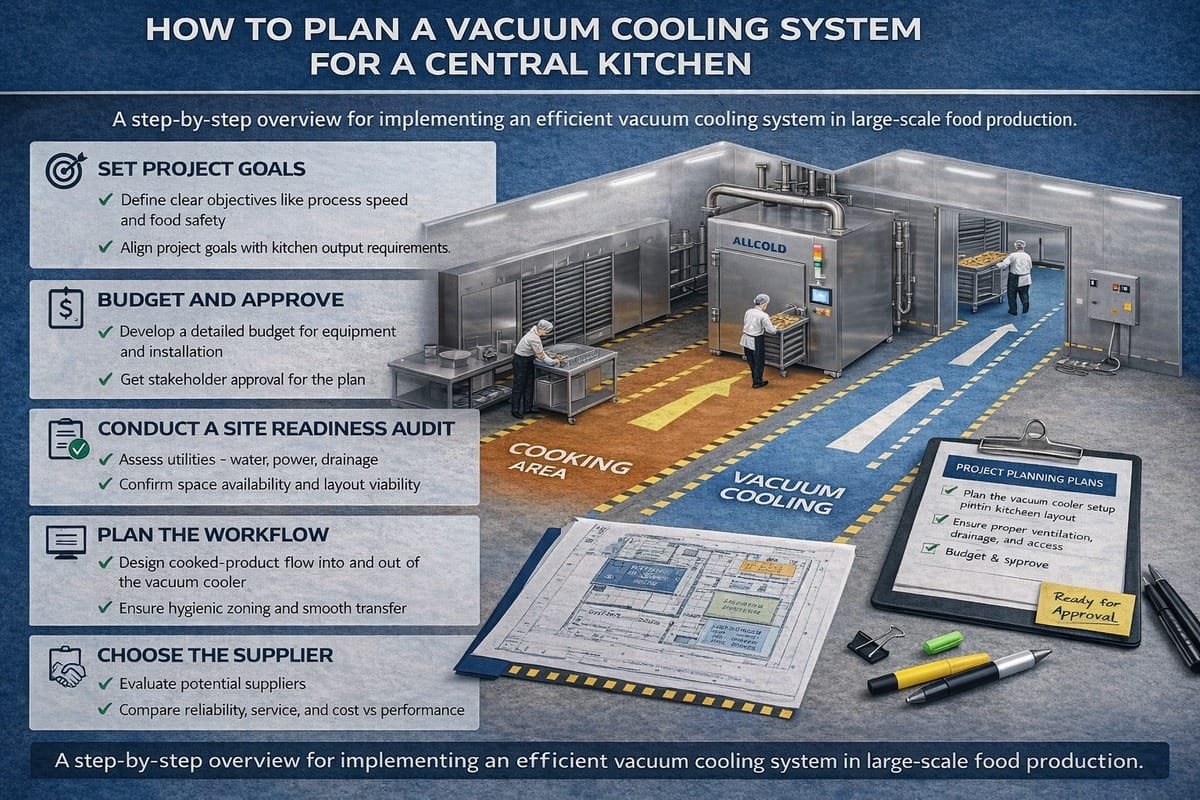
How to Plan a Vacuum Cooling System for a Central Kitchen
Many central kitchen buyers think they are comparing machines. In reality, they are usually comparing assumptions, and that is exactly why so many cooling projects feel reasonable before purchase but become awkward after installation.
From our factory-side perspective, the biggest planning mistake is not choosing the wrong steel thickness, the wrong pump brand, or even the wrong chamber size. The bigger mistake is treating vacuum cooling as a standalone equipment purchase instead of a controlled step inside a time-sensitive food production workflow.
We often see central kitchen teams spend months optimizing cooking capacity, recipe flow, and packaging appearance, but give much less attention to what happens in the first 30 to 90 minutes after cooking. That gap is where many hidden risks begin: product queues, temperature drift, poor handoff timing, hygiene exposure, and line imbalance.
If you are planning a vacuum cooling system for cooked rice, prepared meals, fillings, sauces, or other hot food products, the real question is not "Which model should we buy?" The better question is, "What kind of cooling workflow can our production team actually run every day without creating food safety pressure or operational waste?"
That distinction matters. A machine can be technically correct and still be commercially wrong for the project.
Most Central Kitchen Cooling Problems Start Before the Cooling Cycle Starts

One of the most important things we have learned from project discussions is this: many central kitchen cooling failures do not begin inside the vacuum chamber. They begin before the product even enters it.
A buyer may say:
- the cooking output is high enough
- the cooling machine capacity looks sufficient
- the batch time on the quotation seems acceptable
But those numbers often hide the real operational question: what happens while hot product is waiting?
In our experience, the most common failures come from the spaces between process steps:
- cooked product waits too long before loading
- trays are not ready when the batch arrives
- packaging staff are still occupied when cooled product is discharged
- cold storage is too far from the unloading side
- hygiene zoning is technically defined but operationally weak
- peak-hour volume is far higher than the average used in sizing
That is why we usually tell buyers to stop asking "How fast is the machine?" as the first question. A better first question is, "How long is product exposed, waiting, or blocked before and after cooling?"
For central kitchen projects, cooling capacity is only one part of control. Queue control is often just as important.
Start with the Product Reality, Not the Equipment Brochure

We rarely recommend starting a project discussion with machine models. That is usually too early.
The first planning job is to define the actual product conditions:
- What exactly is being cooled?
- What is its starting temperature?
- Is it loose, tray-filled, container-loaded, or rack-based?
- How much product enters one batch?
- What quality risks matter most after cooling?
- What happens immediately after cooling?
This matters because cooked food is not one category. Cooked rice, prepared meal components, sauces, bakery fillings, protein portions, and mixed dishes do not behave the same way operationally or commercially.
For example, some products tolerate a simpler transfer workflow, while others become risky if the post-cooling path is too long. Some projects look efficient with larger batch cooling, but become inefficient if downstream portioning cannot keep up. In other words, the right cooling design is often decided by the next step, not only by the cooling step itself.
That is something many buyers underestimate.
We usually break the product review into a practical table like this:
| Product factor | Why we care about it |
|---|---|
| Initial temperature | It affects the real cooling load, not just the claimed cycle time |
| Batch weight | It affects chamber sizing and peak-window throughput |
| Tray or container format | It affects how much of the chamber is truly usable |
| Moisture sensitivity | It affects process suitability and quality expectations |
| Product geometry | It influences cooling consistency across the batch |
| Next-step timing | It determines whether the workflow is balanced or delayed |
From our side, a quotation becomes much more reliable once this table is clear. Before that point, buyers are often comparing equipment with incomplete process definitions.
Daily Output Is a Weak Sizing Number, Peak Window Is the Real One

This is one of the clearest planning insights we can offer: daily output is usually one of the weakest numbers in a central kitchen cooling discussion.
Why? Because central kitchens do not fail on daily averages. They fail during compressed production windows.
A buyer may say the facility produces 8 tons per day. That sounds useful, but from a cooling-system perspective, it is still incomplete. We want to know:
- how much hot product reaches the cooling step in the busiest hour
- how often batches arrive
- how long product can safely wait
- what dispatch time the kitchen is trying to hit
- whether one delay cascades into packaging and storage
We have seen projects where the quoted system looked adequate on a daily basis, but still created trouble because too much product arrived in the same 60 to 90 minute window.
That is why we prefer this logic:
| Planning metric | Weak approach | Better approach |
|---|---|---|
| Production basis | 8 tons/day | 8 tons/day plus 1.8 tons during the busiest 90 minutes |
| Sizing logic | Daily average | Peak-window reality |
| Cooling target | Fast cooling | Defined entry and exit temperature within a controlled batch rhythm |
| Commercial result | Looks acceptable on paper | Works under actual production pressure |
If buyers remember only one point from this article, I would make it this one:
Do not size a central kitchen cooling system by daily output alone. Size it by the production window that creates the most pressure.
The Cooling Step Must Be Placed Where the Workflow Can Actually Support It

In many projects, the real question is not whether vacuum cooling is possible. It is whether the cooling step is being placed at the right point in the process.
We usually ask buyers to decide whether cooling happens:
- after bulk cooking but before portioning
- after tray filling
- after partial assembly
- before sealing
- before cold-room transfer
- before dispatch staging
At first glance, these may seem like simple layout options. In practice, they change the entire project logic.
For example:
- Cooling before portioning may improve batch handling efficiency, but it puts more pressure on downstream hygiene and labor coordination.
- Cooling after tray filling may simplify portion consistency, but tray density and loading pattern become more critical.
- Cooling before cold storage may seem obvious, but if the transfer path is too long, the benefit is partially lost in the handoff.
From our experience, the wrong process position can make a good machine look disappointing. Buyers then blame the equipment, even though the deeper problem is workflow placement.
That is why we usually recommend a simple step map before final quotation approval. Buyers who are still at the site-preparation stage may also want to review our guide on what to check before installing a vacuum cooler, because installation mistakes often begin with the same workflow assumptions discussed here.
- Cooking
- Transfer to staging
- Loading into trays, bins, or racks
- Vacuum cooling
- Discharge and temperature verification
- Packaging or sealing
- Cold storage
- Dispatch preparation
This sounds basic, but it reveals where the project is actually fragile.
Utility Planning Is Where Many Competitive Quotations Become Misleading

This is another point where we take a fairly strong view.
A quotation that looks cheaper is not always cheaper. Sometimes it is simply less complete.
We often see buyers compare:
- chamber dimensions
- body material
- quoted cycle time
- total price
But the hidden project risks are often somewhere else:
- power requirements are not fully clarified
- drainage is assumed, not verified
- loading-side clearance is too tight
- maintenance access is ignored in the layout
- ambient room conditions are not discussed
- rack or trolley movement paths are treated as someone else’s problem
In our experience, this is where good price turns into unexpected project cost.
We usually advise buyers to ask for a utility and site-readiness checklist early. Not after deposit. Not after production. Early. This is also where a broader vacuum cooler buyer’s guide becomes useful, because many buyers compare machine features before confirming whether the site can actually support the machine they are quoting.
A practical review should cover:
- incoming power specification
- peak electrical demand
- drainage position and slope
- installation footprint
- loading and unloading clearance
- maintenance space around pumps and service points
- floor washdown compatibility
- room heat and ventilation conditions
For kitchens with dense thermal loads, surrounding room conditions can affect how smoothly the cooling area operates, which is why broader commercial kitchen engineering references can still be useful in early planning.1
What buyers should understand is simple:
A central kitchen cooling system is not purchased only with money. It is also purchased with floor space, utilities, maintenance access, and workflow discipline.
Hygiene Control Is Not a Side Topic, It Is Part of the Equipment Decision

Some buyers treat hygiene zoning as a later layout discussion. We do not agree with that approach.
For central kitchen projects, hygiene control should be part of the cooling-system decision from the beginning, because the cooling step affects:
- cooked-product exposure time
- staff movement
- route separation
- cleaning access
- post-cooling transfer speed
- interaction with packaging and cold storage
This is particularly important for prepared meals, rice dishes, protein components, and multi-step assembly lines, where the product may already be in a higher-risk stage from a food safety perspective.
We are careful here not to overstate technical claims, but one planning principle is clear: the cooling step should support a controlled time-and-temperature strategy, not add uncertainty to it. That is consistent with FDA guidance on cooling cooked TCS foods and with Codex hygiene principles that emphasize controlled temperature handling, adequate cooling capacity, and hygienic process design.234
In practical terms, buyers should ask:
- Is the cooked-product path short and protected?
- Does the cooling area reduce unnecessary handling?
- Can the system be cleaned without compromising nearby operations?
- Is the post-cooling transfer route controlled and fast?
- Are raw and cooked movements truly separated in practice, not only on a drawing?
A layout can look hygienic on paper but still behave poorly in daily production. We have seen that gap more than once.
A Good Supplier Usually Asks Harder Questions, Not Fewer Questions

This is where many buyers can improve their supplier evaluation.
A weak supplier often feels easy to work with in the early stage because they ask fewer questions. A stronger supplier may feel slower or more demanding because they want more details. In our view, that is usually a good sign.
For a central kitchen project, we believe a serious supplier should ask about:
- product type
- batch rhythm
- peak-hour throughput
- tray or container format
- workflow position
- hygiene constraints
- utility readiness
- maintenance access
- commissioning expectations
If a quotation appears fast and simple, buyers should ask whether it is simple because the supplier is efficient, or simple because important scope items are missing. That same supplier-review logic also matters when buyers start comparing lifecycle cost, not just purchase price. Our article on how much a vegetable vacuum cooler really costs is produce-focused, but the underlying lesson is the same: a quotation is rarely complete if it only answers the machine price question.
We often suggest checking for hidden gaps such as:
- loading or unloading accessories not included
- installation boundaries left unclear
- utility assumptions not documented
- unrealistic cycle assumptions
- no mention of product validation or testing
- vague commissioning scope
- vague after-sales service responsibility
From our side, the best pre-sale discussions are usually not the smoothest ones. They are the ones that clarify the most risk before the order is placed.
That is not bureaucracy. That is project protection.
What Buyers Should Lock Down Before Approval

Before final approval, we recommend using a structured checklist. Not because checklists are fashionable, but because they force the project team to confirm whether they are buying a machine or actually planning a workable cooling process.
Central Kitchen Vacuum Cooling Planning Checklist
- Product categories are clearly defined
- Entry and target exit temperatures are agreed
- Peak-hour throughput is confirmed
- Batch size and loading format are confirmed
- Cooling position in the workflow is fixed
- Packaging timing after cooling is reviewed
- Utility requirements are checked
- Hygiene zoning is reviewed
- Maintenance access is included in the layout
- Cold storage connection after cooling is clear
- Supplier scope boundaries are documented
- Commissioning and support expectations are agreed
If this checklist is incomplete, quotation comparison usually becomes misleading. If it is complete, supplier comparison becomes much more meaningful.
Final Thoughts
If I had to reduce this whole article to one message, it would be this:
A central kitchen vacuum cooling system should be planned as a controlled workflow decision, not as a standalone machine purchase.
We have seen buyers focus too much on model comparison and not enough on queue time, peak-window pressure, process position, utility readiness, and hygienic handoff. That is usually where the real commercial risk sits. The same thinking applies to operating cost as well. Even though it was written from a different application angle, our article on how to reduce the energy costs of your vacuum cooler is still relevant if a buyer wants to think beyond installation and toward long-term system efficiency.
From our factory-side perspective, the strongest projects are not always the ones with the biggest machines. They are the ones where the buyer has already defined the product logic, production rhythm, and site reality before the quotation stage becomes the main discussion.
If you want to review a central kitchen cooling project properly, start with the workflow, then check whether the machine proposal actually fits it.
If you send us your product type, batch size, packaging format, and peak-hour output, we can help you review the main planning risks before you compare suppliers.
Footnotes
ASHRAE design resources for commercial kitchen ventilation and operating conditions: https://www.ashrae.org/technical-resources/bookstore/ashrae-design-guides ↩
FDA Food Code overview: https://www.fda.gov/food/fda-food-code/fda-food-code ↩
FDA, Cooling Cooked Time/Temperature Control for Safety Foods and the FDA Food Code: https://www.fda.gov/media/181882/download?attachment ↩
FAO/WHO Codex and General Principles of Food Hygiene:
https://www.fao.org/fao-who-codexalimentarius/codex-texts/list-standards/en/
https://www.fao.org/4/w6419e/w6419e03.htm ↩
Need vacuum cooling for your production line?
Allcold engineers work with central kitchens and bakeries to spec the right cooling system for your production volume and food type.
Mila
You May Also Like

Vacuum Cooling Cooked Noodles and Pasta: A Validation Guide for Central Kitchens
Vacuum cooling cooked noodles and pasta sounds straightforward—it’s just cooling food, and vacuum cooling is a proven technology. In practice,

Is Your Cooling Process Holding Back Your Ready-Meal Business?
Your kitchen produces delicious, complex ready-meals, but the slow cooling process introduces food safety risks and production delays. This critical
How Can Vacuum Cooling Revolutionize Meat and Poultry Processing?
You’ve cooked a thousand kilograms of chicken perfectly, but now it sits for hours, slowly passing through the temperature danger
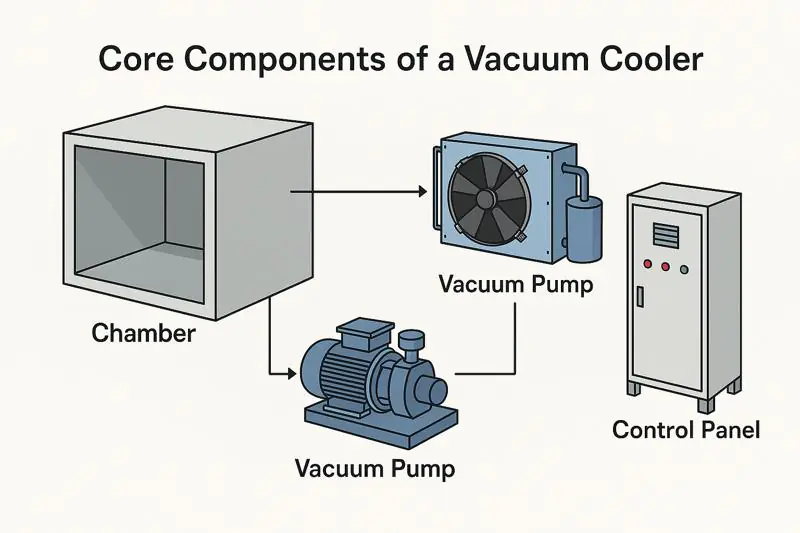
What's Really Inside Your Vacuum Cooler that Makes it Work?
Ever wondered what makes a vacuum cooler tick, transforming warm produce into perfectly chilled goods in minutes? It’s not magic,

What Are the Preservation Techniques for Ready-to-Eat Foods?
As consumers increasingly prefer ready-to-eat (RTE) foods, extending their shelf life effectively becomes a critical challenge. Currently, the most effective