
Why One Successful Cooked Rice Cooling Test Is Not Enough to Standardize a Central Kitchen Process
A cooked rice batch can pass a vacuum cooling test and still fail as a production process. That is the mistake many central kitchens make. They treat one successful pull-down result as proof of standardization, when it only proves that one batch, under one condition, could be cooled.
From our factory-side perspective, cooked rice is not difficult because it is impossible to cool. It is difficult because the definition of success is broader than temperature. A production process must protect texture, yield, portioning behavior, food-safety records, tray handling, and line rhythm at the same time. If those items are not validated, the cooling result is only a partial answer.
The most dangerous sentence in a cooked-rice project is: “The test worked, so we can standardize it.” A test batch may be shallow, freshly loaded, carefully leveled, and handled by the best operators. Real production is not always like that. Real production includes uneven tray filling, variable waiting time, peak-hour pressure, staffing limits, and downstream packing delays.
The core insight is this: a successful rice cooling test is not a process standard. It is only the beginning of proving whether the process can repeat under production pressure.
Why Cooked Rice Needs a Product-Specific Validation Plan [1][2]
Cooked rice behaves differently from many ready-meal products because it is uniform enough to look easy while still being sensitive to process variation. The batch may appear stable at discharge, but problems can show later as clumping, surface drying, uneven texture, or inconsistent portioning.
A product-specific validation plan is important because rice performance depends on several linked variables:
- rice variety and grain structure
- cooking method and final moisture condition
- hold time after cooking before cooling starts
- tray depth and fill weight
- batch loading pattern in the chamber
- cooling end-point target and downstream handling speed
From our side, buyers get into trouble when they validate only temperature pull-down and ignore commercial usability. A batch can hit the target temperature and still fail if it portions badly, loses too much yield, or creates visible inconsistency in packed meals.
The First Validation Question Is Not Cooling Time but Rice Condition Before Loading [3]

One of the most common validation mistakes is loading cooked rice in different pre-load conditions while treating the results as directly comparable. That makes the test look more stable than the real process actually is.
We usually want buyers to define the rice condition before loading with much more discipline. That means recording:
- time from cooker discharge to tray filling
- time from tray filling to chamber loading
- batch temperature range at loading
- whether the rice was spread, leveled, or left mounded
- whether different SKUs or portion sizes were mixed in one batch
If one test batch waits 10 minutes and another waits 35 minutes, they are not the same trial. If one pan is shallow and another is deep, they are not the same trial either. The chamber result is being shaped long before the door closes.
That is why we usually recommend freezing the pre-load conditions first. Only then does the cooling test become a useful basis for standardization.
Tray Depth, Fill Weight, and Loading Pattern Often Decide Whether Rice Cools Evenly [4]

In cooked-rice projects, the biggest source of false confidence is often a shallow, easy-to-cool test tray that does not represent real production. That is why tray geometry should be treated as a control point, not as a background detail.
We usually ask buyers to validate at least the following:
| Validation item | What a weak test proves | What standardization must prove | Go/no-go judgement |
|---|---|---|---|
| Tray depth | One shallow tray can cool. | The real production fill depth cools evenly. | Do not approve if the tested tray is easier than the real tray. |
| Fill weight | A sample weight can pass. | Full batch weight stays repeatable. | Do not standardize from a lighter demonstration batch. |
| Surface leveling | A carefully prepared pan works. | Operators can repeat the same fill profile during pressure. | If leveling depends on perfect labor, SOP risk remains. |
| Tray spacing | One neat chamber layout works. | The daily loading pattern gives the same result. | Chamber layout must be operational, not only experimental. |
| Batch layout | One SKU behaves well. | Mixed SKUs or portion sizes stay controlled. | Separate recipes may be needed before standardization. |
From our perspective, the goal is not to prove that rice can cool under ideal conditions. The goal is to prove that the chosen tray format still behaves acceptably when the operation is busy and the batch is not perfectly arranged.
This matters commercially because standardization is supposed to reduce variation. If the process only works when the line is calm and the trays are handled perfectly, it is not truly standardized yet.
A Rice Validation Plan Must Measure Texture, Clumping, and Yield — Not Only Temperature [5]

Temperature is essential, but it is not enough. We usually tell central kitchens that cooling validation for rice should include at least three quality dimensions alongside the temperature profile:
- texture after cooling
- degree of clumping or separation
- yield or weight loss
A lot of projects stop too early because the product reaches the target temperature and looks acceptable in the tray. But the real commercial question is what happens next:
- does the rice portion cleanly
- does it hold the intended eating quality after packing or reheating
- does it release too much moisture in the tray or pack
- does the yield loss change food-cost assumptions
A practical validation matrix can look like this:
| Test item | Pass question |
|---|---|
| Core and surface temperature | Did the batch reach the target safely and repeatably? |
| Texture | Is the grain still commercially acceptable for the final use? |
| Clumping | Can the product be portioned or mixed without rework? |
| Weight loss | Is the evaporation loss commercially acceptable? |
| Visual appearance | Does the rice still match the customer standard? |
| Reheat response | If applicable, does the cooled product perform acceptably after reheating? |
From our side, this is where many buyers discover that a successful cooling result is not the same as a successful production result. The machine can be working properly while the product specification still needs adjustment.
HACCP Validation Should Be Written Into the SOP Before the Line Scales Up [6]

Cooked rice is not just a quality issue. It is also a food-safety management issue. That is why the validation should produce an operating SOP, not only a test conclusion.
We recommend writing the following into the cooling SOP before the process is standardized:
- maximum hold time before loading
- approved tray type and fill range
- target end-point temperature or process target
- allowed batch loading pattern
- record points and verification method
- corrective action when timing or temperature falls outside the limit
Many teams rely on operator memory during the trial stage. That is not enough once production scales. If the line gets busier, staff change, or multiple batches overlap, the process needs written control logic.
For broad food-safety context, these public references are worth keeping in the validation file:
We are careful not to reduce HACCP to one number on the machine display. Real control means the full process can be repeated, recorded, and corrected when something drifts.
Standardization Fails When the Cooling Step Does Not Match the Rest of the Line
A vacuum cooler can pass a rice validation test and still fail in the real plant because the wider line is not synchronized. In many central kitchens, the hidden problem is not the cooling recipe. It is the mismatch between cooking rhythm, tray preparation, cooling batch timing, and downstream packing.
We usually ask buyers to check these workflow questions before they call the process standardized:
- does cooked rice arrive in predictable waves or irregular surges
- can staff load the chamber without extending warm hold time
- is there enough discharge and staging space after cooling
- can the packing or portioning line receive product immediately after cooling
- does one cooler batch align with the real hourly output of the cooker
If the answer is no, the team may have a line-balance problem instead of a cooling problem. That distinction matters because buyers sometimes try to solve a workflow mismatch by adjusting cycle settings when the actual fix is in batching, staffing, tray discipline, or parallel capacity planning.
For planning context around storage and handling after processing, these references are helpful:
- FAO manual for the preparation and sale of fruits and vegetables
- NC State Extension: Introduction to Postharvest Engineering for Fresh Fruits and Vegetables
A Practical Go/No-Go Framework Before You Standardize Cooked-Rice Vacuum Cooling
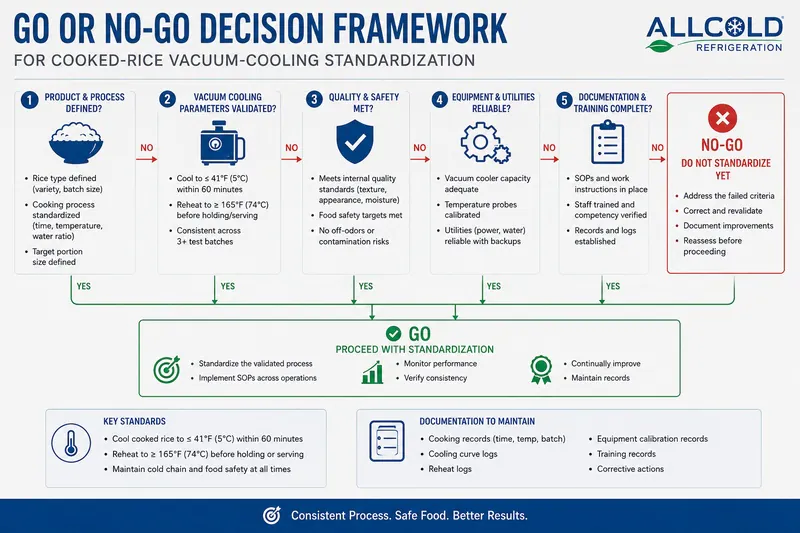
Before the central kitchen writes cooked-rice vacuum cooling into the permanent process, we recommend a final go/no-go review built around five questions:
1. Have you validated the real rice SKU range, not only one easy batch? 2. Have you fixed the pre-load condition, tray format, and loading pattern? 3. Have you measured quality and yield, not only temperature? 4. Have you written the control limits and corrective actions into the SOP? 5. Does the cooling batch rhythm match the real production rhythm?
If one of those answers is still weak, the process is not ready to be called standardized yet.
This does not mean cooked rice is a weak vacuum-cooling application. It means cooked rice should not be approved by temperature data alone. Temperature is the safety entry point; it is not the whole production answer.
A central kitchen should only standardize cooked-rice vacuum cooling when the same process can protect temperature, texture, yield, tray handling, HACCP records, and downstream packing rhythm together. If one of those points still depends on ideal test conditions, the process is not standardized yet. It is still a controlled trial.
The strongest conclusion is this: one successful cooked rice cooling test proves possibility, not readiness. Readiness begins when the process can repeat under the worst normal production day, not only the best trial day.
If you are reviewing vacuum cooling for cooked rice, send us your rice type, batch size, tray dimensions, target throughput, and current cooking-to-packing sequence. We can help you identify which validation points matter most before you lock the process into production.
Conclusion
Cooked rice can be a reliable and practical vacuum-cooling application. But that reliability depends entirely on how seriously the validation is treated before standardization is declared. A process that only works under ideal conditions is not a process — it is a controlled trial that has not finished yet. The central kitchen that sets a rigorous go/no-go standard before scaling will spend less time correcting problems later, and more time running a line that actually repeats.
References
3. FDA HACCP Principles and Application Guidelines
4. USDA FSIS: Danger Zone and Food Safety
6. Codex Alimentarius: General Principles of Food Hygiene
Looking for the right vacuum cooler for your operation?
Allcold engineers work with packhouses and exporters to spec the right system for your product, volume, and site conditions.
Mila
You May Also Like

Vacuum Cooler Not Performing? Check Your Pallet Loading First
When a vacuum cooler produces inconsistent results—warm spots, longer cycle times, variable exit temperatures across the load—the machine is usually

Why a Vacuum Cooler Utility Failure Becomes an Export Quality Problem Before It Becomes a Repair Problem
A vacuum cooler stoppage does not start as a maintenance problem. In a produce export operation, it becomes a quality

Why Asparagus Loses More Export Value in the First Two Hours After Cutting Than in the Entire Cold Chain That Follows
For fresh asparagus exporters, the most expensive quality loss often happens before the product even reaches the main cold chain.

Why Bean Sprouts Are One of the Hardest Vegetables to Pre-Cool Correctly and What Exporters Get Wrong
Bean sprouts look simple. They are light, moist, and usually packed in bulk or retail bags. But from a pre-cooling

Why Broccoli Loses Export Quality Faster Than Any Temperature Log Will Show
The complaint comes in from the buyer: yellowing, premature flowering, weak texture on arrival. The exporter reviews the cold room

Why Spinach Shipments That Leave Looking Perfect Arrive Looking Wrong
The complaint lands differently with spinach than with most other export vegetables. The exporter packed dark green, crisp product. The
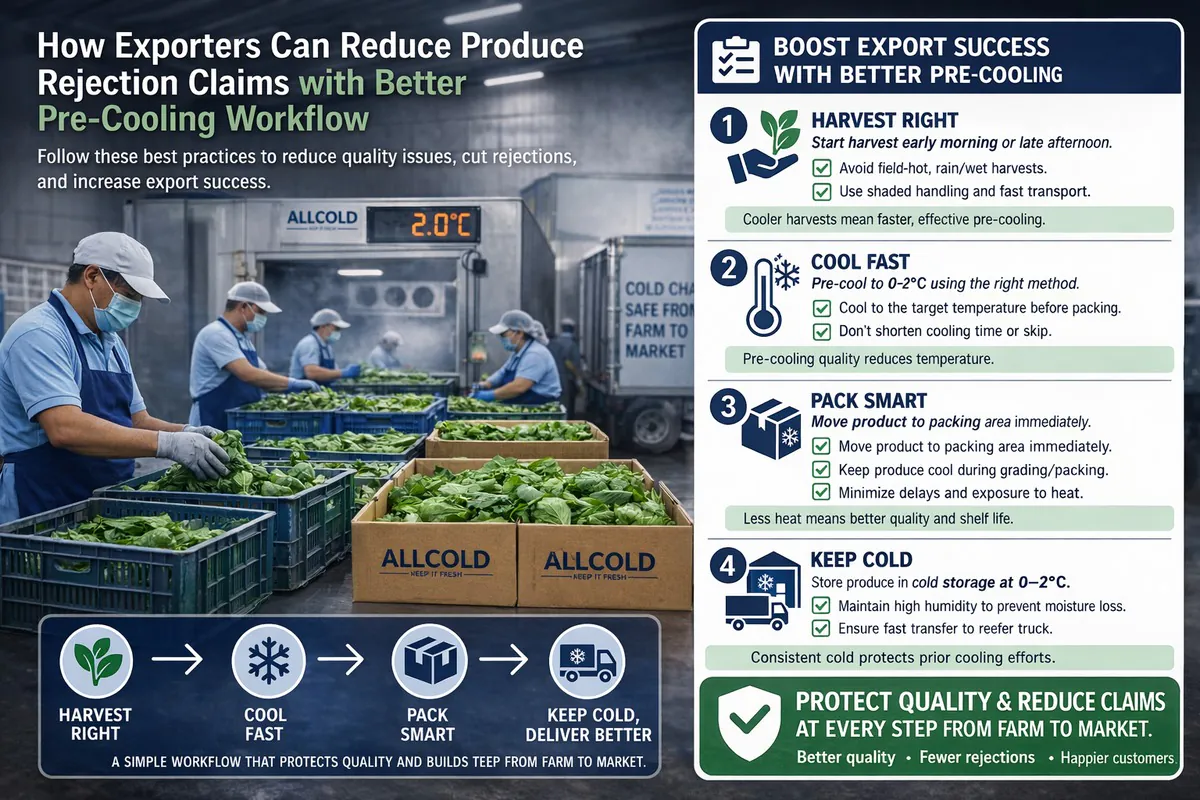
How Exporters Can Reduce Produce Rejection Claims with Better Pre-Cooling Workflow
Learn how exporters can reduce produce rejection claims by improving pre-cooling workflow, timing control, packing handoff, and first-mile cold chain stability.

Buying a Vacuum Cooler for Fresh Produce Export? Avoid These Costly Procurement Mistakes
Buying a vacuum cooler for fresh produce export is not simply a machine purchase. It is a project decision that

How Much Produce Shrink Can Better Pre-Cooling Prevent in Export Projects?
Produce shrink in export projects is not simply a freshness problem. It is a commercial problem that compounds across every
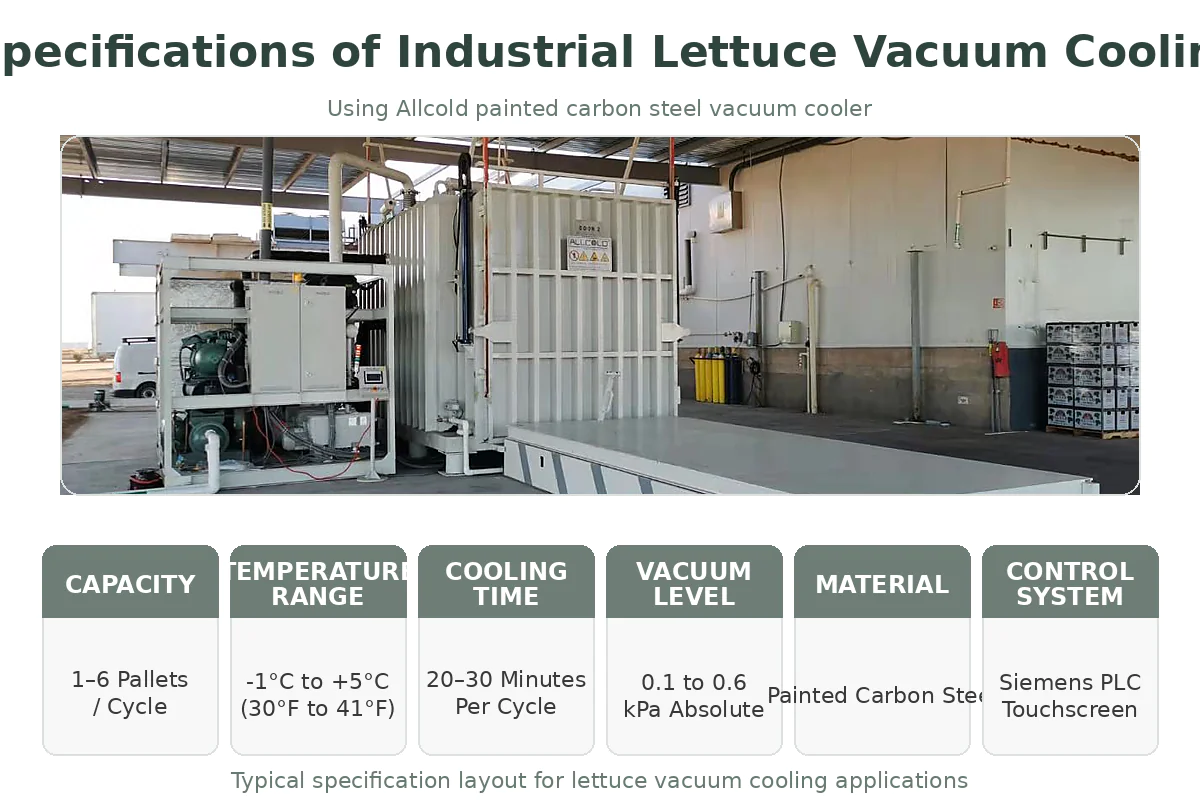
Technical Specifications of Industrial Lettuce Vacuum Cooling Systems?
Buyers often look at a quote and only see the price. They ignore the technical specifications. This is a mistake.