
Vacuum Cooling Cooked Noodles and Pasta: A Validation Guide for Central Kitchens
Vacuum cooling cooked noodles and pasta sounds straightforward—it’s just cooling food, and vacuum cooling is a proven technology. In practice, cooked starch products are among the more technically demanding products to cool well under vacuum. The failure modes are different from vegetables, they’re less obvious, and they compound across a production run in ways that often get attributed to recipe variation rather than to the cooling process.
This guide covers why cooked noodles and pasta require a different validation approach, what to test before standardising, and how to set up a process that holds under peak kitchen production conditions.

Why Cooked Starch Is Different from Vegetables

Fresh vegetables cool under vacuum primarily through evaporation—moisture escapes through the leaf or surface structure, carrying heat with it. The product is not significantly changed by this process; a small amount of surface moisture is removed, but the product structure is intact.
Cooked noodles and pasta cool through the same evaporative mechanism, but the product is in a completely different state: gelatinised starch, absorbed moisture, often coated in oil or sauce. Evaporation under vacuum from a cooked starch surface doesn’t just remove heat—it changes the surface condition. Too much moisture removal creates surface drying. Too fast a pressure drop causes starch pore expansion that changes texture. Clumping, surface skin formation, and uneven texture are all failure modes that have nothing to do with the food safety cooling outcome and everything to do with product quality.
Food safety cooling1 (getting a hot product below the bacterial growth threshold quickly) and product quality cooling (getting the product to chilled temperature without damaging eating quality) are both requirements—and they pull in different directions for cooked starch products. Faster cooling is better for food safety. Controlled cooling is better for texture. The vacuum cooling process for noodles and pasta has to satisfy both.
Define the Failure Modes Before You Set Up the Test

The most useful first step in validating vacuum cooling for noodles or pasta is not setting up the machine—it’s defining what “failure” means for your specific product.
Common failure modes for cooked noodles and pasta under vacuum:
- Surface drying or skin formation: a dry outer layer that rehydrates poorly or creates texture contrast with the interior
- Clumping: strands or pieces fusing together, particularly at the tray surface
- Weight loss beyond acceptable tolerance: evaporation removes more moisture than the recipe or yield calculation allows
- Texture hardening: starch structure changes that affect mouthfeel and reheating behaviour
- Uneven temperature distribution: tray centres significantly warmer than tray edges at cycle completion
- Sauce separation or absorption: sauce-coated products behaving differently after vacuum cycling
Before running a validation test, rank these failure modes by commercial impact for your operation. A small amount of clumping may be acceptable in a product that is reheated and stirred before service. A dry surface skin is unacceptable in a refrigerated ready-meal product. Knowing which outcomes matter most shapes how you design the test.
Test Conditions Must Match Commercial Production

The most common validation mistake is running tests under conditions more favourable than actual production—thinner tray depths, lighter loads, lower starting temperatures—then approving the machine and discovering the failure modes during the first production week.
Vacuum cooling results for cooked starch are strongly affected by tray depth, portion weight per tray, moisture content, sauce coverage, and product spacing. A shallow test tray cools differently from a full commercial tray. A demo batch at 60% fill cools differently from a production tray at 95% fill. And a calm test day with one operator carefully loading trays cools differently from a lunch rush with multiple operators loading quickly and inconsistently.
An honest validation test replicates the worst normal commercial condition:
- Tray depth and fill: use your maximum commercial fill weight, not an average or conservative figure
- Product temperature: test at the highest realistic entry temperature—what product temperature looks like at the end of a peak production run, not ideal conditions
- Trolley loading: load the trolley as it would be loaded under production pressure, including any height variation and spacing that operators actually use
- Multiple runs: validate across at least three to five consecutive cycles to confirm that results don’t degrade when the machine is running continuously
For Allcold AVCF series food vacuum coolers—designed specifically for cooked food applications with trolley-based loading and steam ejector options for bakery applications—validation tests using actual commercial production loads are a standard part of the commissioning process. The AVCF series uses Leybold vacuum pumps, Bitzer compressors, and Siemens PLC control systems with programmable cycle parameters, which allows cycle time, vacuum depth, and cooling rate to be adjusted specifically for your product.
Place Temperature Probes Where the Product Cools Slowest

For cooked noodles and pasta, the slowest-cooling positions are not where they are for vegetables. They’re typically:
- Tray centre at maximum depth: heat migrates outward from the centre of a dense starch product slowly
- Lower trolley levels: heat rises; lower trays in a loaded trolley start at a higher effective temperature relative to the evaporator
- Dense sauce areas: products with thick sauce coverage or high viscosity sauce cool more slowly than lightly dressed products at the same tray depth
Place temperature probes at these positions, not at the most accessible points on the outer tray edges. A validation that only measures outer tray edges can pass your exit temperature standard while leaving the tray centre significantly above target.
Log entry temperature, exit temperature, and temperature spread (difference between fastest and slowest probes) for every validation run. The temperature spread is often more informative than the average—a spread of more than 3–4°C at the commercial tray centre is a warning sign for quality consistency.
Moisture Loss: Track It, Don’t Ignore It

Vacuum cooling removes moisture as part of the cooling mechanism. For most fresh produce, moisture loss is a minor concern—2 to 3% by weight under controlled conditions, well within commercial tolerance.
For cooked noodles and pasta, moisture loss at the product surface directly affects texture and eating quality, and the acceptable range is product-specific. A noodle dish with a high sauce content may tolerate more surface evaporation than a dry-format pasta with no sauce coating.
During validation, weigh a sample of trays before and after the cooling cycle. Calculate the percentage weight loss and assess the surface texture of the cooled product. Compare with your specification for acceptable moisture range and surface condition. If the initial test shows moisture loss outside your acceptable range, adjust the cycle parameters—cycle time, vacuum depth, or post-cycle hold conditions—before accepting the result.
For products where moisture retention is critical, the AVCF series steam ejector option can be used to introduce moisture to the chamber environment during cycling, which reduces net evaporative loss from the product surface. This is standard in bakery vacuum cooling applications—where crust formation after vacuum cycling is a quality requirement—and applicable to cooked food products with similar surface moisture concerns.
Standardise Only After the Protocol Is Written

Central kitchens that scale too quickly after a first successful test create future production variation. A different operator changes tray fill by 15%. A new sauce formulation changes viscosity. Production pressure leads to loading the trolley more tightly than the validation condition. The cycle that worked during testing suddenly produces inconsistent results—and the machine is blamed for a process variable.
Standardise only after the batch protocol is documented:
- Product name and SKU
- Tray size, tray depth, and maximum fill weight per tray
- Maximum product entry temperature before cooling
- Trolley loading configuration (number of trays, tray spacing)
- Cycle program number and parameters
- Target exit temperature range (average and maximum spread)
- Acceptable weight loss range
- Post-cooling hold time and transfer procedure
- Quality check steps at exit (surface condition, temperature spot check, visual assessment)
This protocol should be brief enough for a kitchen operator to use daily—not a laboratory report. The detail in the validation records supports the protocol; the protocol guides daily production.
Scale in steps: pilot batch, repeated validation batch at commercial scale, peak-hour simulation, then routine production. The peak-hour simulation is the critical step that most kitchens skip. Kitchen behaviour under lunch rush conditions—operators loading faster, trays filled less carefully, pre-cooling hold time shortened—is different from calm testing conditions. A protocol that doesn’t survive a realistic peak-hour simulation isn’t ready for commercial standardisation.
Getting Started

If you’re evaluating vacuum cooling for cooked noodles or pasta, or if you’ve already installed a system and are experiencing inconsistent results, the most useful next step is a product-specific validation test with your actual commercial production conditions.
Allcold’s AVCF food vacuum coolers are designed for central kitchen applications and have been validated with a range of cooked food products across our global customer base, including operations in Asia, Europe, and North America. Our application team can advise on cycle parameters, tray configuration, and moisture management based on your specific product type before you commit to a purchase or a process change.
Contact Allcold with your product details, production volume, and target temperature requirements for a specific application recommendation.
The FDA cooling window: vacuum cooling’s real advantage is the margin it creates, not just the speed: The FDA Food Code requirement — cooling cooked food from 57°C to 21°C within 2 hours, then to 5°C within 4 additional hours2 — was designed around conventional refrigeration. Vacuum cooling achieves both thresholds for most noodle and pasta formats in under 30 minutes. The operational significance is not just speed: it’s the safety buffer. Kitchens that barely meet the two-hour window during standard production have no margin when production volume increases or equipment performance degrades. Vacuum cooling’s primary food safety advantage is the headroom it creates against the variance of real production conditions.
Sources
- FDA Food Code 2022 — the reference standard for cooling time and temperature requirements for cooked foods in US-regulated operations.
- Codex Alimentarius — Code of Hygienic Practice for Refrigerated Packaged Foods — international HACCP framework covering cooling requirements for ready-to-eat and cooked foods.
- FSSC 22000 — food safety management standard used in central kitchen certification; covers CCP monitoring for cooked food cooling.
- UC Davis Postharvest Technology Center — reference for vacuum cooling mechanism and product-specific cooling parameters.
Need vacuum cooling for your production line?
Allcold engineers work with central kitchens and bakeries to spec the right cooling system for your production volume and food type.
Mila
You May Also Like
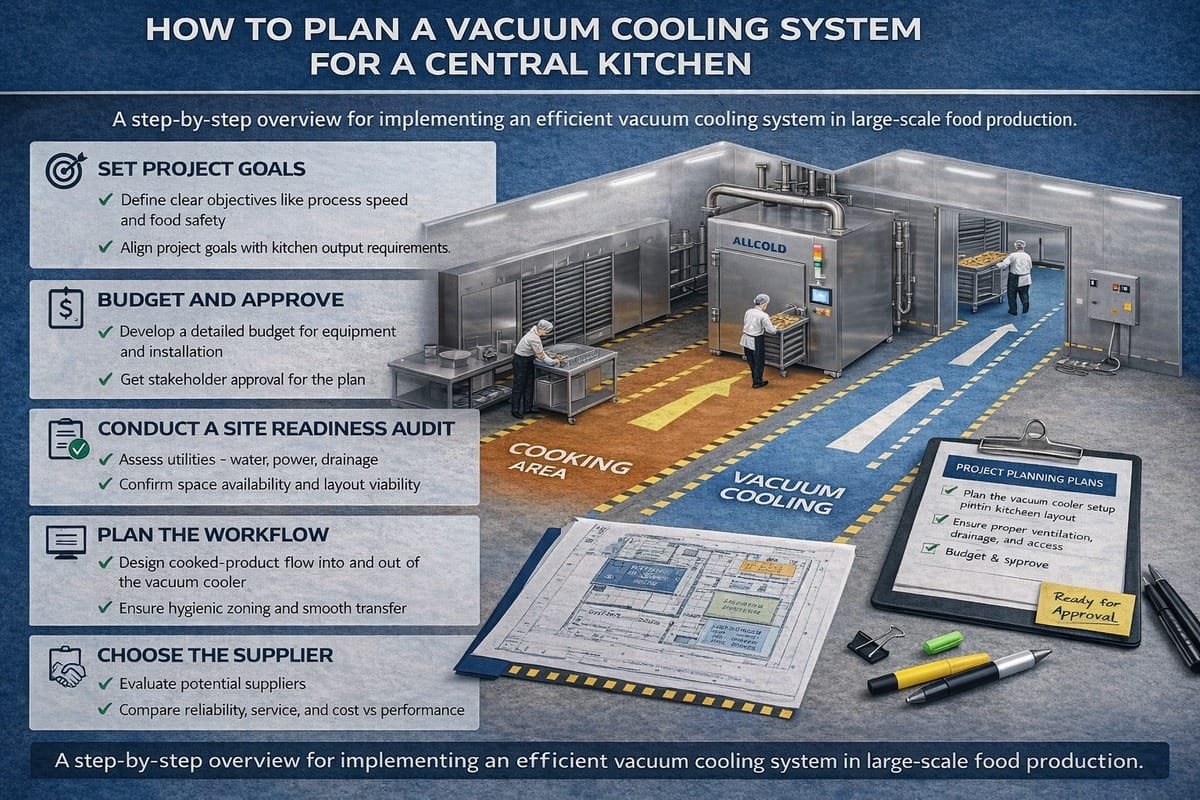
How to Plan a Vacuum Cooling System for a Central Kitchen
Learn how to plan a vacuum cooling system for a central kitchen with a practical factory-side view on throughput, workflow, hygiene zoning, utilities, and supplier evaluation.

Is Your Cooling Process Holding Back Your Ready-Meal Business?
Your kitchen produces delicious, complex ready-meals, but the slow cooling process introduces food safety risks and production delays. This critical
How Can Vacuum Cooling Revolutionize Meat and Poultry Processing?
You’ve cooked a thousand kilograms of chicken perfectly, but now it sits for hours, slowly passing through the temperature danger
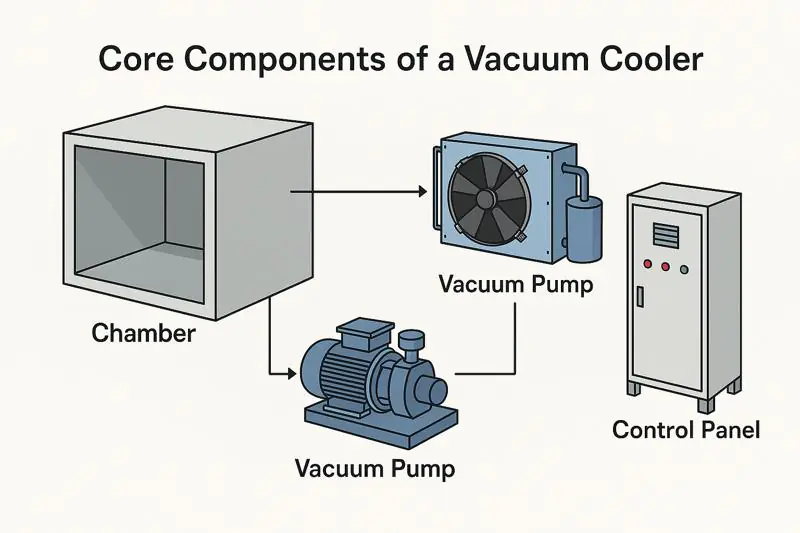
What's Really Inside Your Vacuum Cooler that Makes it Work?
Ever wondered what makes a vacuum cooler tick, transforming warm produce into perfectly chilled goods in minutes? It’s not magic,

What Are the Preservation Techniques for Ready-to-Eat Foods?
As consumers increasingly prefer ready-to-eat (RTE) foods, extending their shelf life effectively becomes a critical challenge. Currently, the most effective