
Vacuum Cooler Not Performing? Check Your Pallet Loading First
When a vacuum cooler produces inconsistent results—warm spots, longer cycle times, variable exit temperatures across the load—the machine is usually the first thing blamed. Suppliers get called. Settings get adjusted. Sometimes equipment gets replaced.
In many cases, the root cause is in the pallet, not the machine. How pallets are built, how cartons are oriented, how loads are mixed, and how tightly everything is wrapped are all variables that directly affect cooling performance—and all of them are controlled by the operation, not the equipment.
This article covers the four most common loading-side problems that produce vacuum cooler underperformance, and how to address each one without changing the machine.

Problem 1: Carton Vents Are Blocked After Palletising

A vacuum cooler cools product by drawing moisture vapour out of the product through the carton vents. If those vents are blocked in the finished pallet, the product inside the carton can’t cool at the rate the machine is capable of—regardless of how low the chamber pressure goes.
The issue is that buyers often approve a carton because it has adequate vents, then build the pallet in a way that blocks them. Vents on the carton face get covered by corner boards. Vents on the sides get sealed by stretch wrap applied too tightly or by adjacent carton faces with no clearance. Post-palletising labels get applied directly over vent openings. The result is a vent that exists in the packaging specification and doesn’t exist in the palletised, wrapped, labelled load that actually enters the chamber.
The practical check: look at the finished pallet—wrapped, labelled, cornered, strapped—not just a single carton on a desk. That is the form the vacuum cooler must work with. If vents are visible and open on the loose carton but covered in the palletised form, the packaging specification is misleading you.
The fix: review pallet building procedures specifically for vent coverage. Confirm that corner boards and strap positions don’t overlap with vent openings. Check that stretch wrap application stops short of the primary vent faces. For operations using cartons with vents on specific faces, ensure those faces are oriented toward the chamber’s airflow path and not wrapped or covered.
Problem 2: Mixed Load Configurations Create Hidden Warm Spots

Mixing product types, carton sizes, or harvest temperatures within a single vacuum cycle is operationally convenient—and it creates measurement problems that are invisible until a claim arrives.
The specific issue is that mixed loads produce variable temperature outcomes within the same chamber, and standard temperature sampling can’t reliably capture the worst-case positions. A few probes placed near accessible cartons on the outside of a mixed load will show temperatures that pass your exit standard. Dense cartons in the centre of the pallet, or taller product types that block airflow to adjacent loads, may be significantly warmer.
Beyond measurement, mixed loading creates a traceability problem: if a claim arrives against one product from a mixed cycle, the cooling record cannot prove what happened to that specific product’s position in the chamber. The cooling record proves that a cycle ran—not that a particular batch was cooled to a particular outcome.
The practical check: pull the last six months of claim records and identify which claims came from mixed-cycle loads. The pattern is usually clear.
The fix: define which products can share a cycle and which cannot, based on carton format compatibility and cooling profile similarity. For premium or high-value products that generate claims when quality is compromised, run dedicated cycles. Where mixed loading is unavoidable, define the “lead product” as the one with the most restrictive cooling requirements and judge cycle completion against that product’s core temperature.
Problem 3: Forklift Timing Creates Warm Delays Around the Machine

A vacuum cooler can operate at full rated performance and still fail to deliver the cold chain protection it’s capable of, if pallets are sitting warm outside the chamber for extended periods before loading—or sitting at ambient temperature after the cycle while waiting for cold storage transfer.
Vacuum cooling removes field heat fast. The 20-minute cycle that Allcold AVC units are designed for assumes that product enters the chamber relatively promptly after harvest and packing, and transfers to cold storage promptly after the cycle. If pallets are queuing warm for 45 minutes before the chamber is available, or sitting in the loading area for 30 minutes after cooling while waiting for a cold room slot, the fast cycle is only covering part of the exposure window.
This is not a machine problem. It’s a workflow problem—but it looks like a machine problem when you’re measuring arrival temperatures at the cold chain destination and they’re consistently higher than your cooling records suggest they should be.
The practical check: measure actual time-in-ambient for pallets at three points: harvest completion to chamber loading, chamber exit to cold storage entry. This takes one person with a stopwatch for one representative harvest shift. The numbers are almost always surprising.
The fix: cooling workflow discipline produces as much improvement as equipment upgrades in many operations. Specifically: define a maximum acceptable queue time before chamber loading (typically 20 to 30 minutes from pallet completion), and define a maximum hold time between chamber exit and cold storage entry (typically 15 minutes). These targets become part of the harvest floor operating standard.
Problem 4: Loading Patterns Are Left to Operator Habit

The most technically correct pallet—correct vent alignment, correct pack density, no covering of vent faces—produces variable results if the loading pattern inside the chamber changes based on which operator is working.
One experienced operator who was present during commissioning may understand that slow-cooling positions are at the rear of the chamber and ensure the highest-value product doesn’t go there. A new operator running the same machine during peak season may load by convenience, putting the heaviest pallets where they’re easiest to place rather than where cooling is most uniform.
The machine doesn’t know the difference. The exit temperature probe samples a fixed position. The difference shows up in transit.
The practical check: observe loading during peak period, not during a standard day. Peak period is when shortcuts appear—faster wrapping, tighter stacking, mixed loads to clear queues, loading positions chosen by forklift convenience rather than cooling protocol.
The fix: document the approved loading pattern in operational terms that can be enforced without the supervisor present. Specifically: a photograph of the approved pallet configuration (vent faces visible, wrap level, corner board positions); a diagram of approved chamber loading positions with slow-cooling positions marked; and temperature probe locations written into the standard so that the same positions are sampled every cycle regardless of who is running the shift.
Allcold’s Siemens PLC control system supports multiple stored product programs, logged cycle data, and alarm thresholds that flag abnormal cycle completion times. Consistent cycle data is only meaningful if the load going into the chamber is consistent—the operating standard is what makes the data comparable cycle to cycle.
Where to Start If Results Are Currently Inconsistent

If your vacuum cooler is producing inconsistent results and you’re not sure where the variation is coming from, work through these in order:
Check the finished pallet, not the carton. Look at vent coverage, wrap tightness, and corner board position on the palletised, commercial-ready unit.
Map actual pallet dwell times. Measure time from harvest completion to chamber entry, and chamber exit to cold storage entry, for one full harvest shift.
Review probe positions relative to the load. Are probes sampling representative positions—slow-cooling pallet centres and rear positions—or accessible outer cartons?
Observe peak-period loading. Watch one peak shift and note where operator practice diverges from the intended loading protocol.
In our experience supporting Allcold installations across fresh produce operations globally, loading-side factors account for the majority of inconsistent performance investigations. The machine is usually doing its job. The pallet is the variable.
Contact Allcold for loading validation support, cycle optimisation, or a site review of your current pallet loading procedures.
Looking for the right vacuum cooler for your operation?
Allcold engineers work with packhouses and exporters to spec the right system for your product, volume, and site conditions.
Mila
You May Also Like

Why One Successful Cooked Rice Cooling Test Is Not Enough to Standardize a Central Kitchen Process
A cooked rice batch can pass a vacuum cooling test and still fail as a production process. That is the

Why a Vacuum Cooler Utility Failure Becomes an Export Quality Problem Before It Becomes a Repair Problem
A vacuum cooler stoppage does not start as a maintenance problem. In a produce export operation, it becomes a quality

Why Asparagus Loses More Export Value in the First Two Hours After Cutting Than in the Entire Cold Chain That Follows
For fresh asparagus exporters, the most expensive quality loss often happens before the product even reaches the main cold chain.

Why Bean Sprouts Are One of the Hardest Vegetables to Pre-Cool Correctly and What Exporters Get Wrong
Bean sprouts look simple. They are light, moist, and usually packed in bulk or retail bags. But from a pre-cooling

Why Broccoli Loses Export Quality Faster Than Any Temperature Log Will Show
The complaint comes in from the buyer: yellowing, premature flowering, weak texture on arrival. The exporter reviews the cold room

Why Spinach Shipments That Leave Looking Perfect Arrive Looking Wrong
The complaint lands differently with spinach than with most other export vegetables. The exporter packed dark green, crisp product. The
How Exporters Can Reduce Produce Rejection Claims with Better Pre-Cooling Workflow
Learn how exporters can reduce produce rejection claims by improving pre-cooling workflow, timing control, packing handoff, and first-mile cold chain stability.

Buying a Vacuum Cooler for Fresh Produce Export? Avoid These Costly Procurement Mistakes
Buying a vacuum cooler for fresh produce export is not simply a machine purchase. It is a project decision that

How Much Produce Shrink Can Better Pre-Cooling Prevent in Export Projects?
Produce shrink in export projects is not simply a freshness problem. It is a commercial problem that compounds across every
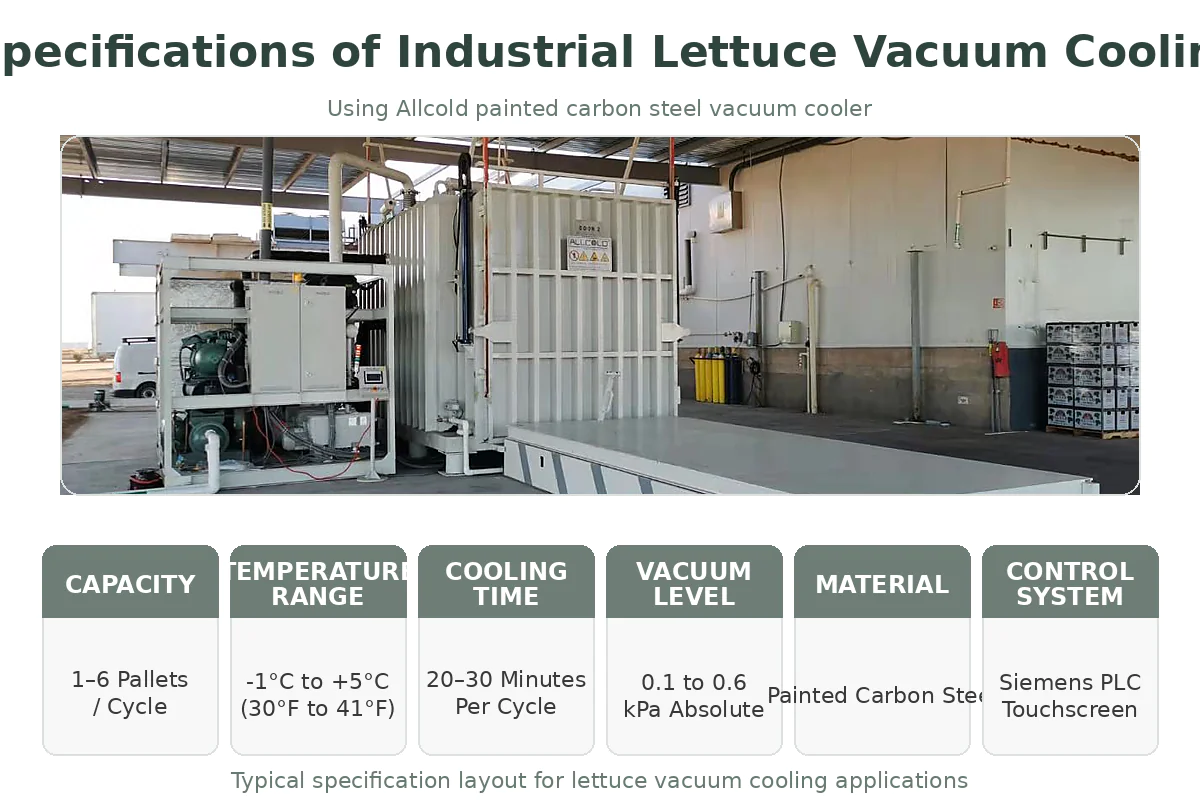
Technical Specifications of Industrial Lettuce Vacuum Cooling Systems?
Buyers often look at a quote and only see the price. They ignore the technical specifications. This is a mistake.