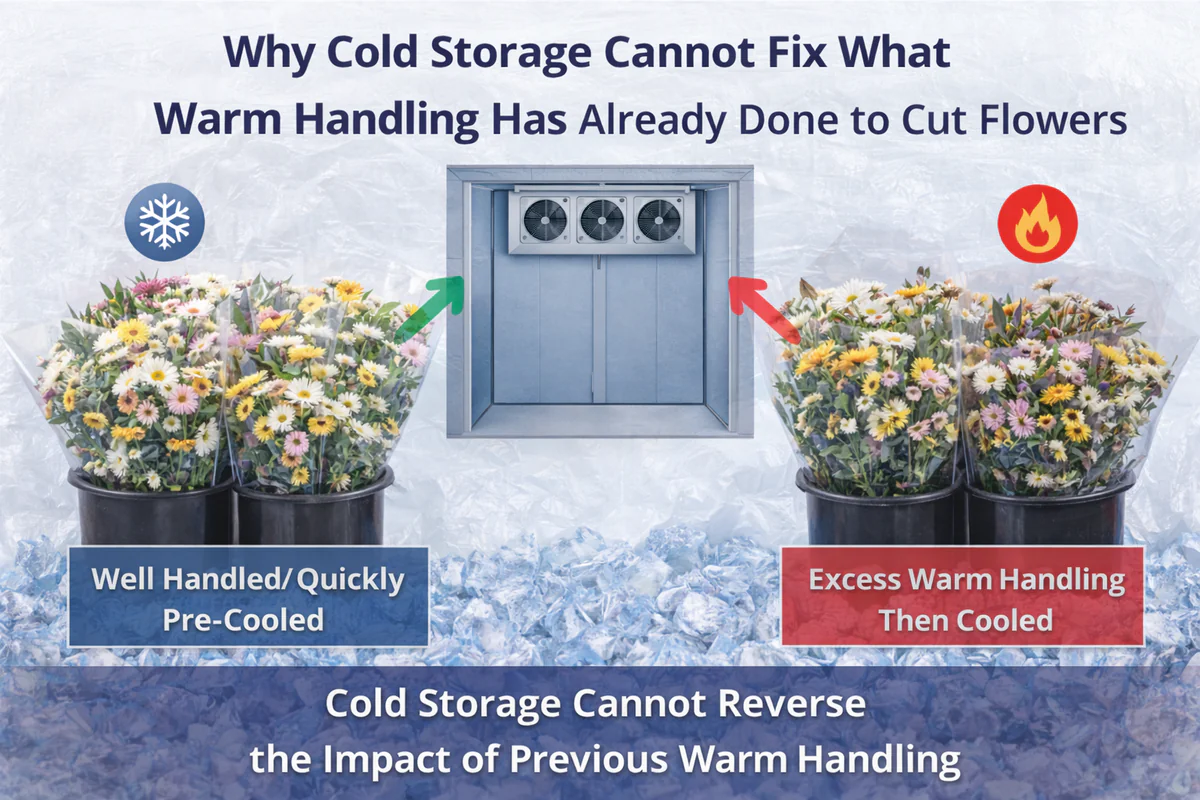
Why Cold Storage Cannot Fix What Warm Handling Has Already Done to Cut Flowers
Most flower exporters still talk about the cold room as if it is the place where quality is secured. From our factory-side perspective, that is one of the most expensive misunderstandings in the whole export workflow.
The cold room can preserve what is still left when the flowers reach it. It cannot restore the vase-life margin that was already spent during harvest delay, warm staging, hydration gaps, grading queues, or late pre-cooling. By the time a destination buyer sees weak vase life, bent necks, faster opening, or uneven performance across boxes, the commercial damage usually started hours earlier, when the flowers still looked acceptable at origin.
That is why this topic matters. Many flower exporters do not lose money because one dramatic cold-chain failure happens. They lose money because the pre-cold-storage window is too long, too warm, too variable, and too lightly managed. The cold room then gives a false sense of security. The flowers leave on temperature, but with less quality margin left for transport, wholesale handling, and retail display.
If we reduce the whole issue to one sentence, it is this: the most expensive flower-export damage often happens before the cold room even starts doing its job.
The Real Quality Loss Usually Starts Before Anyone Thinks There Is a Problem

One of the hardest things for exporters to accept is that flower quality often starts declining before the operation sees any visible warning sign.
At origin, the flowers may still look fresh. The stems may still feel acceptable. The boxes may still leave on schedule. That visual normality is exactly why the problem is underestimated. The biological cost has already started accumulating before the commercial signal becomes obvious.
In practice, the risk window opens the moment the stem is cut and does not close until the product reaches a genuinely controlled cold environment. Everything inside that period either protects or spends the shipment’s usable quality margin:
- how long the stems remain in field or ambient conditions after cutting
- how quickly hydration starts after harvest
- how much waiting happens before the first rapid cooling step
- how long grading, sorting, or bunching takes during busy periods
- how fast the product actually reaches cold storage after pre-cooling
This is why we often tell exporters that the cold room is not the beginning of quality protection. It is the stage that preserves whatever upstream handling has managed to save. If the flower enters storage after a weak pre-cooling window, the room is stabilizing a weaker product, not correcting it.
Warm Handling Does Not Always Create Visible Damage, but It Quietly Spends Vase-Life Margin

A common mistake in flower export is assuming that damage matters only when it becomes visible.
That is not how many postharvest losses work. Warm handling is commercially dangerous precisely because it often looks harmless at the time it happens. The flowers are not collapsing in front of the team. What is happening instead is more subtle and more expensive: respiration stays high, ethylene-related stress increases, moisture balance becomes harder to manage, and the shipment loses part of the performance margin it will need later.12
This is the part many operations miss. They think they are shipping flowers that are still fine because the product still looks saleable at origin. But saleable appearance at origin is not the same as strong destination performance. A flower can still look commercially acceptable while already carrying less remaining life for export, wholesale handling, and retail display.
From our perspective, warm handling should be judged less by what it does immediately to appearance and more by what it takes away from the flower’s downstream margin. That is the real cost. The flower may not fail today. It may simply have less left when the buyer needs it most.
The Biggest Operational Trap Is False Confidence at Origin

One of the most expensive traps in flower export is false confidence.
The operation sees acceptable flowers, a working cold room, and an on-time shipment. The exporter assumes the process is under control. Then the complaint appears later in the chain, often framed as shorter vase life, inconsistent box performance, faster-than-expected opening, or weaker freshness on arrival.
What makes this trap dangerous is that the origin team can point to several correct-looking facts:
- the flowers entered cold storage
- the storage temperature was acceptable
- the shipment left on schedule
- no obvious handling failure was reported
All of those facts may be true, and the shipment may still be commercially weaker than expected.
Why? Because cold storage often hides the early mistake rather than correcting it. It can stabilize appearance at origin while the biological cost of earlier warm handling shows up later at destination. That is why exporters sometimes feel blindsided by complaints. They are measuring the cold stage correctly, but the pre-cold-storage window that shaped the result was never controlled tightly enough.
Hydration, Sorting, and Pre-Cooling Often Damage Flowers by Being Managed Separately

In many export operations, hydration, sorting, grading, bunching, pre-cooling, and cold storage are treated as separate departmental steps. Each team focuses on its own part. That sounds organized, but in practice it often creates one of the biggest causes of warm-handling loss: nobody owns the total time between harvest and cold protection.
Here is the pattern we see repeatedly:
- harvest finishes on time, but hydration waits for labor
- hydration is completed, but sorting is delayed by queueing
- sorting finishes, but the cooling step is busy or not ready
- pre-cooling is completed, but cold-room transfer is slower than assumed
Each individual delay can look reasonable. Together, they create a long warm-handling window that quietly consumes quality margin.
This is why we do not think exporters should manage these steps as isolated tasks. They need to be managed as one timing-sensitive chain. A flower does not care which department caused the delay. It only experiences total exposure before stable cooling begins.
When exporters start reviewing the workflow this way, they often discover that the problem is not one major failure. It is accumulated waiting time spread across several small handoffs that nobody previously treated as a strategic quality issue.
Sorting and Grading Time Is Not Just Labor Time. It Is Quality-Spending Time

Many exporters measure sorting and grading mainly as labor productivity steps. How many stems per hour, how many bunches completed, how many boxes prepared.
That is operationally understandable, but it misses the commercial reality. In flower export, sorting and grading time is not only labor time. It is also quality-spending time if it is happening before controlled cooling.
This is especially important during busy periods. On paper, the process may look efficient. In reality, flowers can spend more warm time than managers expect because:
- staffing is optimized for output, not temperature-sensitive timing
- batches arrive unevenly and wait for the team to catch up
- grading standards are strict, but the queue to perform them is too long
- the measured schedule reflects ideal workflow, not actual busy-morning behavior
From our side, this is one of the reasons exporters underestimate where destination complaints come from. They track temperature in storage, but they do not track how much life was spent before storage. If grading and sorting regularly add warm-handling time, the shipment is already entering the cold room with less export margin than the team assumes.
Exit Temperature at Origin Is the Wrong Comfort Metric if Destination Vase Life Is the Real Commercial Test

A lot of flower exporters still rely too heavily on origin-side comfort metrics.
The flowers left the facility at the right temperature. The cold room data looked acceptable. The load moved on time. Those are useful checks, but they are not the final business test.
The real benchmark is destination performance. The importer, wholesaler, or retail buyer is not asking whether the flowers entered storage correctly. They are asking whether enough life was still left when the shipment arrived.
That difference matters more than many operations realize.
A flower can leave origin cold enough and still arrive commercially weaker than expected because the pre-cold-storage workflow already consumed too much margin. This is where many exporter-buyer disagreements come from. The exporter believes the process was correct because the measurable cold-stage data looks acceptable. The buyer experiences a shorter vase-life result and judges the shipment by what it can still do in the market.3
From our perspective, exporters should treat destination vase life as the real commercial KPI and origin temperature as only one supporting process KPI. If those two are disconnected, the missing explanation is often upstream warm handling.
Pre-Cooling Positioned Too Late in the Workflow Usually Does Corrective Work, Not Protective Work

Many projects place the cooling step where it is operationally convenient, not where it protects the most quality.
When pre-cooling happens late, after too much staging, grading, bunching, or queueing, it is doing corrective work. It is trying to pull down temperature after the flower has already spent too much time in warm conditions. The target temperature may still be reached, but the earlier biological cost is not reversed.
When pre-cooling happens earlier, closer to harvest and earlier in the handling sequence, it does protective work. It reduces the amount of time in which temperature, respiration, and ethylene-related stress are allowed to erode the shipment’s remaining margin.4
That is why we usually frame the question this way: are you using pre-cooling to protect quality early, or to correct temperature late? Those are not the same project logic, and they do not produce the same export result.
For many operations, moving pre-cooling earlier in the workflow is worth more than another round of cold-room optimization. Not because storage does not matter, but because storage cannot recover what the earlier delay already consumed.
If You Do Not Measure the Warm-Handling Window, You Are Guessing About the Cause of Quality Loss
![]()
Most export operations measure cold-stage data more carefully than warm-stage exposure. That creates a blind spot.
If an exporter cannot answer how long flowers spend between harvest and the first controlled cooling step, then the exporter is still guessing about one of the biggest causes of downstream inconsistency.
The most useful things to track are often not the most glamorous:
- harvest-to-first-cool time by batch
- staging time before pre-cooling
- sorting and grading duration during peak periods
- time between pre-cooling completion and cold-room entry
- destination vase-life feedback linked back to upstream batch handling
These measurements do two important things. First, they reveal whether quality loss is being created before cold storage begins. Second, they reduce the tendency to blame later stages for problems that were actually created earlier.
Practical Tracking Checklist for Pre-Cold-Storage Workflow
- harvest-to-first-cool time is recorded by batch, not estimated from the schedule
- staging time before pre-cooling is measured during busy periods
- sorting and grading duration is timed under real peak-load conditions
- time from pre-cooling completion to cold-room entry is tracked
- pre-cooling exit temperature is logged by batch
- destination vase-life feedback is requested and matched to upstream batch data
- repeated delay points are reviewed as a workflow problem, not only a labor problem
If these numbers are missing, most discussions about quality complaints are still based partly on assumption.
FAQ
Why do flowers sometimes arrive at destination with poor vase life even when cold storage temperature was correct?
Because correct storage temperature does not erase the biological stress created before storage began. Warm handling before pre-cooling and cold-room entry can reduce the remaining quality margin even when the flowers later enter a technically correct cold environment.
Is warm handling really that important if the flowers still look fresh at origin?
Yes. That is exactly why it is dangerous. Warm handling often creates hidden loss before visible symptoms appear. The shipment may still look commercially acceptable at origin while already carrying less life for export, wholesale handling, and retail display.
What is the biggest workflow mistake in cut flower export?
In our experience, it is treating harvest, hydration, sorting, pre-cooling, and storage as separate operational steps instead of one continuous quality-protection window. Small delays across those handoffs often create more damage than one obvious failure.
What should exporters measure if they want to find the real cause of destination complaints?
At minimum: harvest-to-first-cool time, staging duration before pre-cooling, sorting and grading duration, transfer time into cold storage, and destination vase-life results matched to batch handling records. Without those numbers, root-cause analysis usually stays incomplete.
Final Thoughts
The core mistake is not believing that temperature matters. Most exporters already understand that. The more expensive mistake is believing that temperature control begins when the flowers reach the cold room.
It does not.
For cut flowers, the quality battle is often won or lost earlier, in the warm-handling window between harvest and stable cold protection. That is where quality margin is either preserved or quietly spent. The cold room can hold what is left. It cannot recover what upstream handling already used up.
From our factory-side perspective, the exporters who consistently deliver stronger destination performance are not always the ones with the best-looking storage rooms. They are the ones who have shortened, measured, and controlled the pre-cold-storage window with real discipline.
If you want to review whether your current workflow is protecting vase life early enough, send us your harvest-to-cooling sequence, staging setup, pre-cooling position, and any destination feedback you have received. We can help you identify where quality margin is being lost before the next shipment exposes it.
Footnotes
Postharvest handling recommendations for cut flowers, including ethylene sensitivity and temperature management: https://postharvest.ucdavis.edu/commodities/cut-flowers ↩
FAO guidance on post-harvest handling and the role of temperature management in quality preservation: https://www.fao.org/3/x5055e/x5055e00.htm ↩
Royal FloraHolland knowledge resources on cut flower quality, cold-chain handling, and vase life management: https://www.royalfloraholland.com/en/sustainability/knowledge ↩
ASCFG postharvest handling information and cooling guidance for cut flowers: https://www.ascfg.org/cut-flower-care-postharvest-handling ↩
Looking for the right vacuum cooler for your operation?
Allcold engineers work with packhouses and exporters to spec the right system for your product, volume, and site conditions.
Mila
You May Also Like
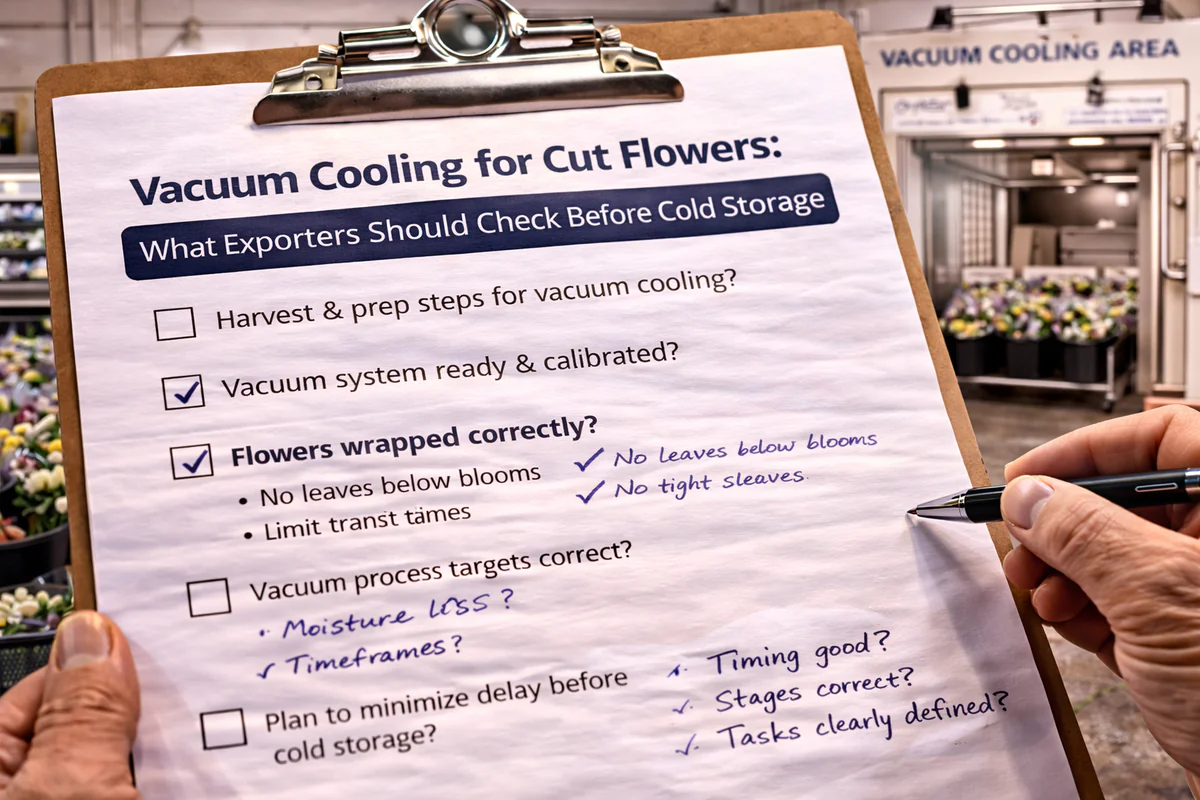
Vacuum Cooling for Cut Flowers: What Exporters Should Check Before Cold Storage
Many flower exporters already understand that temperature matters. What is still underestimated, from our factory-side perspective, is that the timing