
Why a Vacuum Cooler Utility Failure Becomes an Export Quality Problem Before It Becomes a Repair Problem
A vacuum cooler stoppage does not start as a maintenance problem. In a produce export operation, it becomes a quality problem first. The product keeps waiting, the dispatch clock keeps moving, and the team has to decide which pallets are still safe, which batches need priority, and which orders may lose their quality margin.
From our factory-side perspective, this is where many exporters underestimate utility risk. They evaluate the vacuum cooler by capacity, cycle time, and product suitability, but they do not define what happens when power, water, drainage, control air, or restart conditions fail during peak handling. The result is not only downtime. It is confusion inside the first-mile cooling window.
That confusion is expensive. A short utility failure can become a full-day export problem if cooled and uncooled batches are mixed, warm product is left without priority rules, or operators restart the line without knowing which product has already lost too much time. The machine may recover, but the product may not.
The core insight is simple: during export hours, a utility failure becomes a product-routing and claim-prevention problem before it becomes a repair problem. If the buyer has no abnormal-operation plan, the line does not just stop. The quality decision process stops with it.
Why Utility Failure Is a First-Mile Risk, Not Just a Maintenance Issue [1][2]
When a vacuum cooler stops, the immediate instinct is often to call it a maintenance event. But for exporters, that description is too narrow. In practice, a utility interruption affects product timing, staging discipline, labor allocation, and dispatch reliability at the same time.
The first-mile cooling window is usually the most fragile part of the export chain. If product is already waiting, still warm, or scheduled for a tight dispatch slot, a utility failure can create several linked problems at once:
- harvested product remains in queue longer than planned
- cooled and uncooled batches become mixed in the staging area
- operators improvise holding decisions without a defined priority rule
- loading windows are compressed later in the shift
- the team loses visibility on which pallets still carry hidden field heat risk
From our side, this is why we do not see utility failure planning as optional. Even if the interruption is short, the operational confusion that follows can cause more damage than the failure duration itself.
Which Utility Weak Points Deserve a Predefined Response Plan [3][4]
A lot of buyers talk about “power failure” as if that is the only risk. In reality, the weak points are broader and should be reviewed separately.
We usually want exporters to identify at least these utility-related failure points:
| Utility weak point | What operators may think | Real export risk | Required decision before peak season |
|---|---|---|---|
| Electrical supply | “Wait for power to return.” | Warm product may exceed the intended first-mile window. | Define batch priority and backup handling before the outage happens. |
| Water supply | “The machine will restart when water is back.” | Cooling stability and restart readiness may remain uncertain. | Define what must be checked before restarting product cycles. |
| Drainage | “It is only a facility issue.” | Sanitation, floor flow, and restart timing can all be affected. | Define who stops loading and who clears the restart condition. |
| Control air or control support | “Main power is on, so the line should run.” | The machine may be unable to operate safely or consistently. | Define alarm interpretation and escalation responsibility. |
| Refrigeration-side support utilities | “The system is running, so performance is normal.” | Slow recovery can create hidden temperature and timing risk. | Define when the next batch is allowed to enter the chamber. |
This kind of review matters because each failure point creates a different decision. A short voltage dip is not handled the same way as a drainage failure. A control issue is not handled the same way as a water interruption. If the team uses one vague “call maintenance” instruction for all of them, response time becomes slower and product exposure becomes longer.
Exporters Need a Batch-Priority Rule Before They Need a Repair Technician [4]

One of the biggest mistakes during a utility failure is focusing only on technical repair while the product queue is left unmanaged. In a produce export operation, that is too slow.
We recommend defining a batch-priority rule in advance so the operations team knows what to protect first. That rule should answer:
- which product is still uncooled and highest risk if delayed
- which product has already been partially processed and should not be left in confusion
- which customer orders or dispatch windows have the least timing flexibility
- which products can temporarily shift to another holding path and which cannot
A simple priority framework might look like this:
1. Product still carrying high field heat and intended for near-term dispatch 2. Product already loaded or prepared for the next cooling cycle 3. Product with the shortest remaining staging tolerance 4. Product that can safely wait under controlled alternative handling
From our factory-side perspective, this is one of the most practical differences between sites that recover well and sites that panic. The recovering sites do not wait for a perfect answer. They already know which product gets attention first.
Restart Planning Should Protect Product Integrity, Not Only Get the Machine Running Again [5]

Once utilities return, many teams rush to restart as fast as possible. That is understandable, but it can create a second mistake. A fast restart is not always a safe restart.
We recommend a restart checklist that protects both the machine and the product workflow. That usually includes:
- confirming which utility condition actually failed
- checking whether the chamber, controls, and related supports are back in stable condition
- verifying whether any batch inside or near the machine needs to be segregated or re-evaluated
- deciding whether the next cycle should restart with fresh product, held product, or a reduced load
- logging what happened for later process review
A practical restart decision table can help:
| Restart question | Why it matters |
|---|---|
| Was the interruption short or extended? | Product exposure risk changes with duration. |
| Was product inside the machine or still staged outside? | The correct recovery path is not the same. |
| Did the failure affect controls, water, or drainage integrity? | Restarting without confirmation can create repeated stoppage. |
| Can the next dispatch window still be met realistically? | False urgency can lead to rushed handling mistakes. |
| Does QA or operations need to hold any batch for review? | Restart decisions should not erase traceability. |
In our experience, the right restart pace is the one that restores control, not only movement.
A Contingency Plan Should Connect Utilities, Product Flow, and Communication Roles [6]

The best contingency plans are short, specific, and role-based. They do not depend on one experienced person remembering everything under pressure.
We usually suggest the plan clearly define:
- who confirms the failure type
- who controls product movement and staging decisions
- who updates dispatch or logistics if the delay affects shipment timing
- who records batch status and any product-hold decision
- who authorizes restart after the utility condition is stable
If those responsibilities are not written down, the site often loses time in conversation rather than action. The maintenance team chases the cause while operations keeps staging more product into a congested area. Logistics keeps expecting the original loading time. QA is informed too late. All of that can happen in the first 20 minutes if the response path is vague.
For engineering and operational planning context, these broader references are useful:
- NC State Extension: Introduction to Postharvest Engineering for Fresh Fruits and Vegetables
- FAO: packing houses and equipment
What Buyers Should Ask Suppliers Before the Season Starts

A lot of utility-risk planning can be improved before the season starts if the buyer asks the supplier the right questions. We usually recommend covering at least these points:
Supplier review checklist
- what utility conditions are mandatory for stable operation
- what alarms indicate a stop versus a warning
- what the recommended restart sequence is after each main failure type
- whether backup power or voltage protection should be considered at this site
- which spare parts or service items matter most for peak season continuity
- what operator training is needed for abnormal-stop response
This is where utility failure planning overlaps with supplier evaluation. A supplier is not only selling hardware. They should also help the buyer understand the abnormal operating conditions that matter most.
For exporters, this conversation is especially important before peak harvest pressure. Once the season is fully running, the cost of learning these answers becomes much higher.
A Simple Decision Framework for Utility-Failure Preparedness

Before the season begins, we suggest buyers use a simple four-part review:
1. Identify the likely utility failure modes at this site. Do not assume every stop is a generic power issue. 2. Define the product-priority rule. Know which loads need action first if the line stops. 3. Write the restart and communication roles. Make sure operations, maintenance, QA, and dispatch know who decides what. 4. Test the contingency logic before peak season. A tabletop drill can reveal weak assumptions before the first real stoppage does.
That review is often enough to prevent a short interruption from becoming a full-day export problem. Without it, the team may repair the equipment faster than it protects the product, which is the wrong success metric during export operations.
The stronger way to think about utility failure is this: the repair plan protects the machine, but the contingency plan protects the shipment. Exporters need both. A technician can restart equipment, but only a prepared operations team can decide which product still belongs in the export flow after the stoppage.
If you are planning a new project or preparing for peak season, send us your product type, peak-hour intake, utility conditions, and current contingency process. We can help you review where a vacuum-cooling stoppage is most likely to turn into shipment risk — and what should be fixed before the line is under pressure.
Conclusion
Utility failure planning is not a contingency that exporters add after something goes wrong. It is a design requirement that belongs in the project before the first peak season begins. The exporter who defines failure response early pays only the cost of a short planning review. The exporter who skips it may pay the cost of a lost shipment, a missed dispatch window, or a customer claim that was preventable. Preparedness in this area is not about expecting the worst. It is about making sure the worst day does not become the most expensive one.
References
1. FAO manual on preparation and sale of fruits and vegetables
2. FAO training manual on prevention of post-harvest food losses
4. International Institute of Refrigeration
5. Global Cold Chain Alliance resources
6. USDA Agricultural Marketing Service
Looking for the right vacuum cooler for your operation?
Allcold engineers work with packhouses and exporters to spec the right system for your product, volume, and site conditions.
Mila
You May Also Like

Vacuum Cooler Not Performing? Check Your Pallet Loading First
When a vacuum cooler produces inconsistent results—warm spots, longer cycle times, variable exit temperatures across the load—the machine is usually

Why One Successful Cooked Rice Cooling Test Is Not Enough to Standardize a Central Kitchen Process
A cooked rice batch can pass a vacuum cooling test and still fail as a production process. That is the

Why Asparagus Loses More Export Value in the First Two Hours After Cutting Than in the Entire Cold Chain That Follows
For fresh asparagus exporters, the most expensive quality loss often happens before the product even reaches the main cold chain.

Why Bean Sprouts Are One of the Hardest Vegetables to Pre-Cool Correctly and What Exporters Get Wrong
Bean sprouts look simple. They are light, moist, and usually packed in bulk or retail bags. But from a pre-cooling

Why Broccoli Loses Export Quality Faster Than Any Temperature Log Will Show
The complaint comes in from the buyer: yellowing, premature flowering, weak texture on arrival. The exporter reviews the cold room

Why Spinach Shipments That Leave Looking Perfect Arrive Looking Wrong
The complaint lands differently with spinach than with most other export vegetables. The exporter packed dark green, crisp product. The
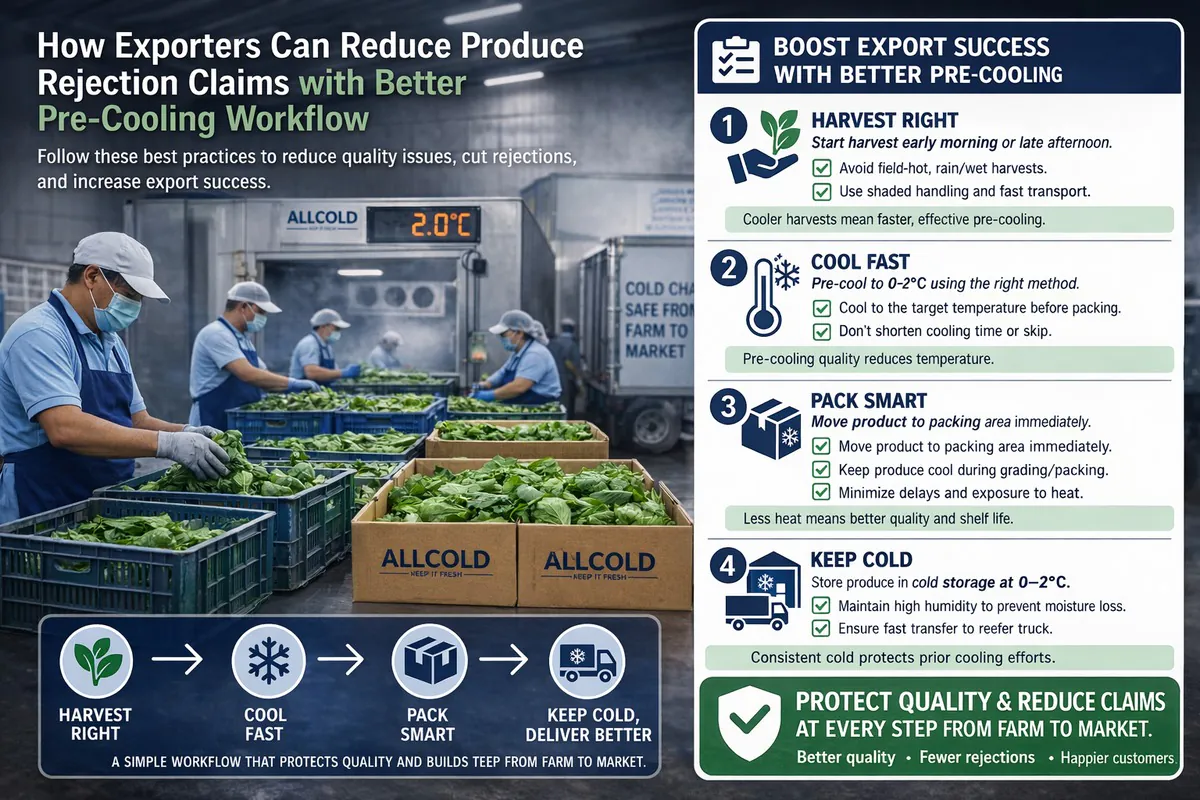
How Exporters Can Reduce Produce Rejection Claims with Better Pre-Cooling Workflow
Learn how exporters can reduce produce rejection claims by improving pre-cooling workflow, timing control, packing handoff, and first-mile cold chain stability.

Buying a Vacuum Cooler for Fresh Produce Export? Avoid These Costly Procurement Mistakes
Buying a vacuum cooler for fresh produce export is not simply a machine purchase. It is a project decision that

How Much Produce Shrink Can Better Pre-Cooling Prevent in Export Projects?
Produce shrink in export projects is not simply a freshness problem. It is a commercial problem that compounds across every
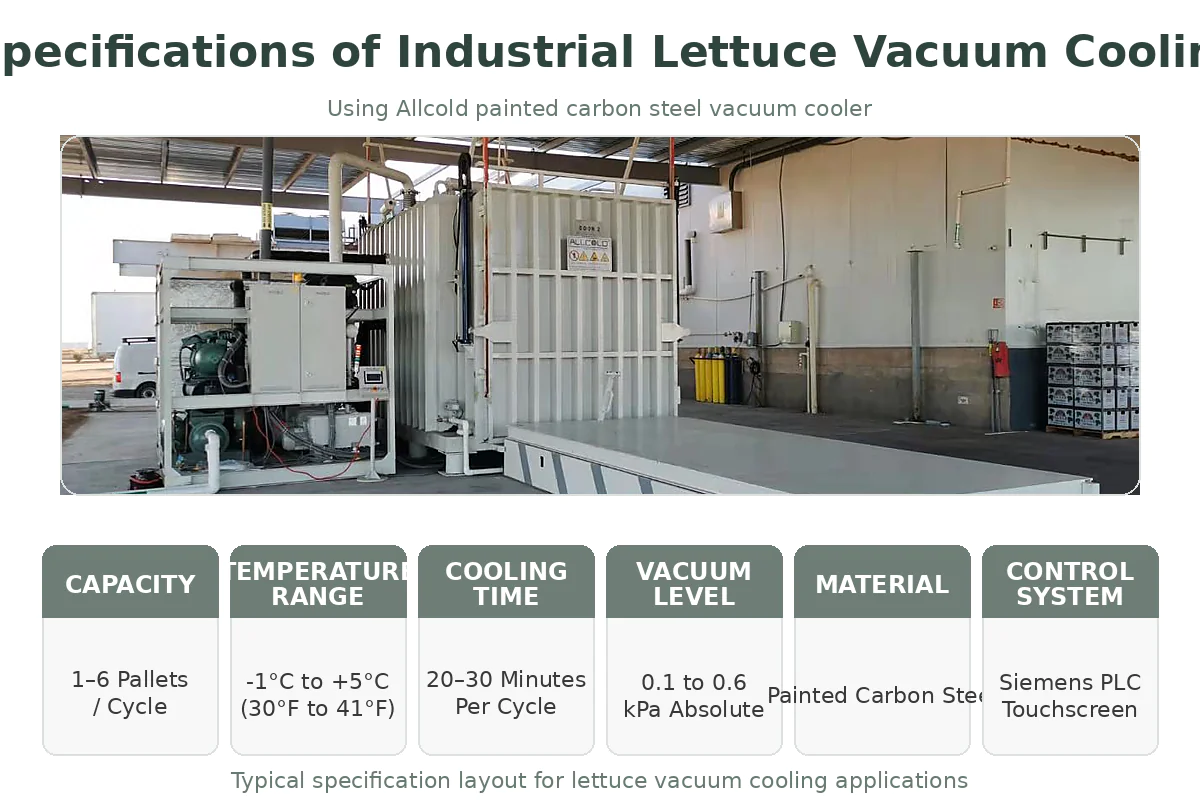
Technical Specifications of Industrial Lettuce Vacuum Cooling Systems?
Buyers often look at a quote and only see the price. They ignore the technical specifications. This is a mistake.